 Home
Home Table of Contents
Table of Contents4.3 Global Manufacturing
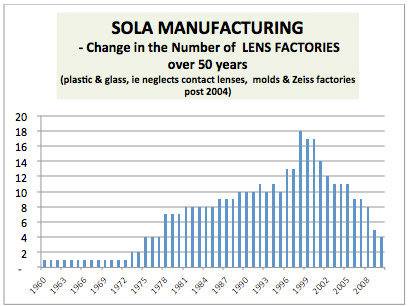
SOLA started with one factory in 1960 and, by a combination of Greenfield sites and acquisitions, peaked at 18 factories with a global distribution (North, Central and South America, mainland Europe and Ireland, Asia and Australia). Today there are the big three ex SOLA factories in Mexico, China and Brazil. As well there is a relatively small polycarbonate sunlens factory in China.
The decrease in the number of factories does not directly relate to the decrease in SOLA's skills, competency or in the number of lenses produced as some factories were closed and the volume migrated to other factories.
Jeremy Bishop:
In fact it's a graph that many would be fairly proud of. There are many reasons to justify a belief that a significant part of SOLA's financial woes stemmed from the large number of factories and the complete lack of coordinated manufacturing that existed up to the mid-late 1990's.
The change in the Australian operation over the 50 years is particularly striking:-
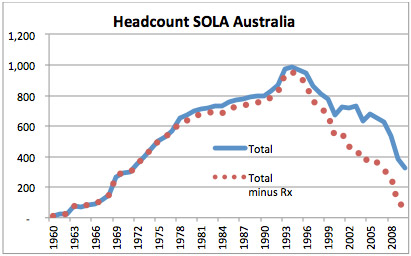
SOLA Australia started with 9 employees, peaked at just under 1,000, and by March 2010 had 328 of which 245 worked in Rx and the 83 others covered a mixture of Corporate and R&D roles.
Australia’s fate was similar to North America and Europe where all SOLA lens manufacturing sites have also been closed.
Regional vs. Front Office/Back Office Management Structure
Several times during the last 40 years SOLA/CZV alternated from a global structure based on regions to one based on Front Office (sales/marketing) and Back Office (manufacturing/supply chain). Each had its advantages and disadvantages. In the early days the Regional structure sometimes caused much friction between Regions, sometimes to such an extent that another region of SOLA was viewed as the enemy.
The Regional structure did allow greater synergies between sales and manufacturing within a region, but not always to the good of the group. In the 1990s and 2000s the alternate structure resulted in generally amazingly constructive cooperation between the manufacturing sites. Barry Packham presided over a fantastic group of manufacturing and supply chain managers (with a wide cultural diversity) that worked well together for the overall good of the company, followed similarly by Jon Westover with global manufacturing. The 6 monthly face-to-face meetings generally over 3 days at a manufacturing site, also helped the bonding process and was a key to ensuring the ongoing cooperation of all manufacturing sites.
Global Operations April 2000 – April 2003 Barry Packham
Pre-1999 SOLA had a regionalized structure with minimal centralized support functions.
Late 1999, John Heine creates the back office/front office structure. Front office is broken into commercial regions including Rx labs and distribution.
Bret Olsen is given North and South America commercial. Barry Weitzenberg losses NA commercial, retains factories including OSM.
Jim Cox is given back office (global manufacturing). Brazil and Venezuela report to Cox directly, but in practice through Jorge Mario.
Tony Donegan gets Europe Commercial and Alan Vaughan European manufacturing reporting to Cox.
Group Manufacturing Development reports to Cox.
In April 2000 Jeremy Bishop becomes SOLA CEO, appointing Barry Packham leader of back office, adding distribution (supply chain) to back office. Jim Cox becomes leader of R&D and Business Development. Cox resigns a couple of months later to become CEO of the small and struggling Rodenstock USA.
Tony Donegan resigns to become GM of an Irish engineering firm - Kent Engineering, based in Wexford, which does quite a bit of work with SOLA. Mark Ashcroft becomes the new leader of European Commercial.
The beginning of Global Operations saw some immediate threat-to-survival issues dominated by two main factors:
- Manufacturing & supply chain improvement (the pressing need to dramatically reduce unit cost & working capital, and improve customer service level and quality).
- A rapidly declining route to market due to Rx lab acquisitions by competitor lens manufacturers, notably Essilor, and especially so in the USA.
These two factors threatened the existence of SOLA. Other factors, such as improving the new products stream were also of pressing importance.
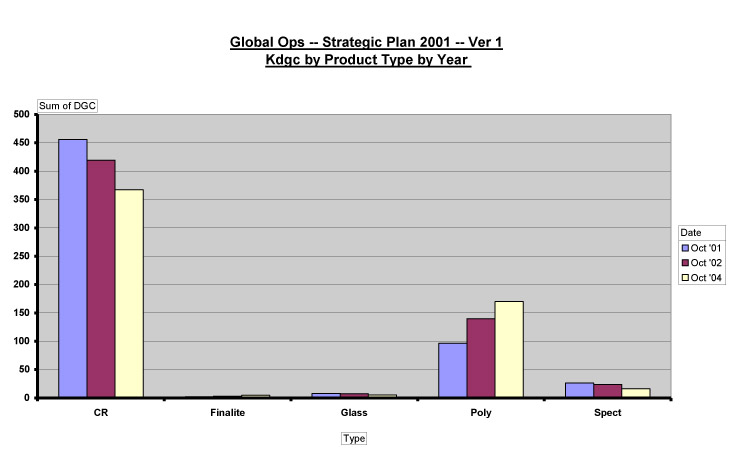
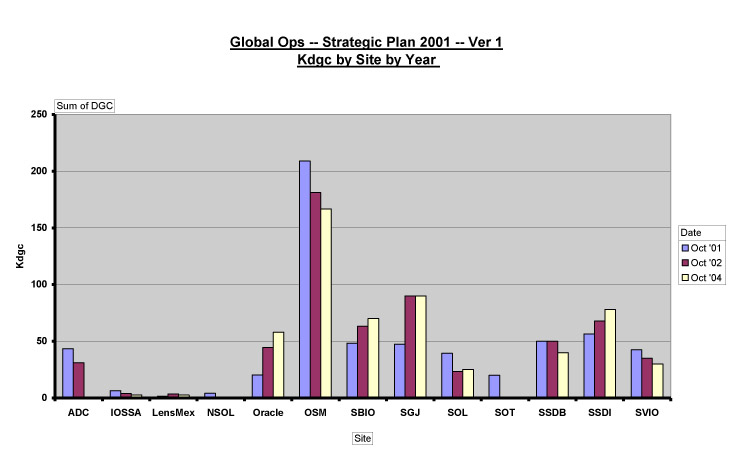
The Global Operations Strategic Plan of Dec 2001 had the top priorities as:
Manufacturing
- Compliance
- Polycarbonate expansion
- Completion of Global specifications
- Completion of OSM, Mexico restructuring
- Transitions Sapphire
- Building SGJ, China capacity and competence (hard and AR coating)
- Building SBIO Brazil hard coating capacity and competence
- Migration (including the exit of SOT, Taiwan and NOSL, China)
- Global quality consistency and improvement
- Direct cost down and overhead containment
Logistics
- Completion of Logistics restructuring
- Reduction in inventory levels through balanced inventory, compliance and reduced lead times while maintaining or improving customer service
- SCIP
- FRS
- UPS
- Implementation of a formal Global Supply Chain process
The forecast lens volumes, by material and by site, in the Strategic Plan of Dec 2001 were:
In 2001, Global Operations had a headcount of 5,236 made up of:
- North America, including AO manufacturing 2,087 (1,700 in Mexico)
- Asia-Pacific 1,050
- Europe/Venezuela manufacturing 685
- Brazil manufacturing, ophthalmic 623 and planos 198
- Distribution (mainly) 687
Average total daily lens production was 777,327 made up of 519,019 ophthalmic and 258,308 planos.
Americas
The absorption of the AO LensMex factory production into OSM Tijuana in 1999 had created a huge indigestion problem for OSM. In early 2000 there were 500,000 to 600,000 lenses on backorder at any given day, a great deal for a factory that was at the time casting 160,000 to 180,000 lenses per day. The effect in the market on SOLA’s customers and reputation was dramatic, with our main chain retailers, Wal*Mart and Lenscrafters amongst others threatening withdrawal of their business.
Barry Packham sets up an office at OSM and together with plant manager Alejandro Flores began concentrating SOLA’s best operational and technical resources on rectifying the situation. Amongst others to answer the call for help were Kym Gibbons, Bob Sothman and Mike Pittolo.
- Demand replenishment systems driven from Petaluma were reviewed in fine detail by Kym and Debbie Wheeler, resulting in several crucial refinements being made within weeks, resulting in far more precise lens-by-lens ordering on the factory.
- Shop floor compliance systems were developed on the run to ensure that only the required molds were being held in the casting lines, and every lens cast was electronically logged against the demand plan. Soon only the “right” lenses were being made.
- Simultaneously Mike Pittolo and Roy Miramontes oversaw considerable tightening of production processes and quality systems.
By late 2000 backorders were being measured in the 100s, averting the threatened customer withdrawal, and after Jon Westover took up leadership of OSM following Alejandro Flores’ retirement in July 2001, backorders were driven further down – the best recorded day being two lenses on backorder – the ambitious zero lens backorder day eluded us, but it spoke volumes for the honesty of everyone involved that no effort was ever made to “fake” a zero backorder day.
At the same time Packham determined to close the Petaluma manufacturing facility at Cader Lane, move all manufacturing to Mexico and sell the land and building. The property eventually sold for some $11 million in a falling market. The money was very helpful during our 2000 /2001 cash crisis. Jon Westover moved to San Diego with Jackie and their growing family in early 2001 to oversee the migration of manufacturing and the closure of the site. On completion of this task with Jon’s usual no-nonsense efficiency and effectiveness, his next task was to take up leadership of OSM. This included the major undertaking of the expansion of the OSMII site and the closure of the old OSMI site, which Jon once again performed masterfully.
On the supply chain side, the North American network of 11 distribution centres was collapsed to two centres, one on the East coast in Kentucky, one on the West coast at San Diego. This was led by Joyce Maruniak and John Sedlander, who achieved the rationalization with only minor interruption to customer service. This yielded considerable working capital and labour savings, and contributed significantly to improving customer service. In late 2001 Paraic Begley took on the supply chain leadership role for North America, bringing customer service levels during 2002 to an all-time high for SOLA, and industry leader in North America as measured by the two largest retailers in the North American ophthalmic market, Luxottica and Wal*Mart.
Europe
Concurrently chronic customer service issues were affecting the European market. Initially Tom Higgins was appointed to bring a sea change in this metric. Tom’s first major task was to refashion the existing antiquated AO distribution centre in London into a modern high-rise centre, aimed to handle most of the European distribution requirements. Tom was followed by Mike McKeough in 2001. Mike succeeded in bringing customer service levels to those of our main competitor Essilor for the first time ever through a very hands-on approach.
Unit cost reduction was addressed principally through the “where-to-make” strategy, following on the heels of the very successful Rooster “how-to-make” program. This involved the progressive closure or reduction in size of many of the 18 SOLA factories scattered about the world, with the longer term goal of reducing the number of factories to just four high volume sites. The person who co-ordinated this massive migration program was Barry Sheridan – to become known as “The Web Master”.
The financial management of this complex web of closures and consolidations fell to David Cross, who moved with wife Randi from his role in Australia as CFO Pacific Region to San Diego to join Global Operations as VP Finance. David performed the task magnificently, with his as always infectious good humour and style.
")
Restructuring -The Way Forward? Steve Heilborn
There were a number of plant closures and consolidations from 1994 until 2009.
Colonial Heights, VA (previously Coburn Optical) was closed in 1994. David Provow, plant manager, led the transfer of CR-39 lens manufacturing to Tijuana, MX and the mold manufacture to Eldon, MO.
To facilitate the restructures, mold and mineral lens manufacturing was restructured from regionally managed organizations to a global organization under Steve Heilborn in 2000.
Steve became known for closing and migrating manufacturing sites. It was under Steve’s watch that multiple plants were closed and manufacturing relocated to other sites. Although it must be noted that several others also earned similar reputations during this time!

Eldon, MO, previously a Coburn Optical plant purchased by SOLA, was closed in 2001. The Plant Manager at the time, David Howard, assisted with the migration of mineral lens production to IOSSA, France and the mold manufacturing to Tijuana, MX.
Metal mold manufacturing in Petaluma, CA was closed and relocated in Tijuana, MX in 2003. This was the last manufacturing process in Petaluma, CA where 1,200 people had previously been employed.
Singapore mold manufacturing under the management of Peter Woo was closed in 2004 and the majority of molds migrated to Tijuana, MX. Some technically complex molds were migrated back to Adelaide, AU. The Singapore plant had been in operation for 30 years.
Southbridge, MA, the headquarters of American Optical since 1869, was closed in 2005. The only remaining manufacturing was glass executive bifocals which, due to manufacturing difficulties, were not relocated.
Under Mike McKeough’s leadership Adelaide, AU was closed in 2008? The products were transferred to Tijuana MX and OEF (Optical Electroforming), Tampa Florida. OEF was closed in 2005 with production, also being relocated to Tijuana, MX.
SOLA purchased two plants that manufactured polycarbonate finished lenses. Both were eventually closed.
- Neolens, Miami FL was closed in 2000.
- Oracle Lens, Warwick RI was closed in 2009.
Back Office Structure 1999 Onwards Jon Westover
John Bastian left SOLA Australia in 1998. In 1999 John Heine appointed Warwick Duthy to run SOLA Australia. It was rumoured that John Heine saw Warwick Duthy as his potential successor. Warwick got marketing and R&D and Jim Cox got Back Office, i.e. all the factories and supply chain and there were commercial GMs in each of the regions, namely Americas, Europe, Asia-Pacific. The Back Office leaders were Barry Packham strategy, John Westover Asia Pacific, Barry Weitzenberg Americas and Tony Donogan Europe.
Refer link for full details
Petaluma close
Following the ascension of Jeremy Bishop as CEO in April 2000 Barry Packham replaced Cox as head of back office, which became Global Operations. Barry and Jeremy made the decision to implement Barry’s “what-to-make-where” manufacturing strategy. In late 2000 Barry asked Jon Westover to relocate to Petaluma to close Petaluma. The initial plan, which was called project Columbia, was to migrate Spectralite and CR-39 to Mexico, but ended up migrating all products except metal mold manufacture and very small R&D capability. Project Columbia took 9 months to implement. The yield immediately before its closure was the highest in history of Petaluma. After Dave Provow left, Roy Miramontes was appointed plant manager and he, along with Sean Holt as project manager and Jon as overall leader, drove the whole agenda with some great work by all the locals. Vicki Villanueva was a key local. Lot of pride in that achievement.
In parallel with Project Columbia, Eldon, Missouri was closed by Steve Heilborn with the able assistance of Sharon Rotty. Eldon had made glass molds and glass lenses for many years. The mold and some lens products were migrated to Tijuana and the remaining glass lens products to IOSSA in France.
Manufacturing business unit, i.e. a Global Operations business unit (post SOLA)
Previously all Operations P&L were with the local identities. So the setting-up of a Global Operations business unit in 2005 was a very significant change as it had its P&L and balance sheet and the resources to drive that agenda. It was self contained with only two customers (1) all CZV Commercial Identities and (2) Transitions. It was not allowed to supply anyone else, i.e. not to third parties.
Initiatives included continuing on some of the themes started previously, e.g. continuing mass manufacturing cost reduction by closing some of the factories that should have been closed 5 years previously (Wexford, Oracle, IOSSA, SOLA Australia, Germany CR lens making and SOLA Miami Molds) with all production transferred into Brazil, Hungary (for Zeiss progressives out of Aalen), Tijuana Mexico (for glass from IOSSA France and for SF poly from Oracle) and to American Polylite in Taiwan (for FSV poly from Oracle).
Project Iceberg which was to close the original plant in Petropolis, Brazil was successfully completed. This was the same philosophy as Project Genesis (refer Mexico Manufacturing), namely to move all activity from the old plant 1 and consolidate in one decent factory.
All these initiatives led to big cost reductions, but was lot of work. Also at the same time Lean was started. It built on the Deming philosophy already in the self contained business units. The methodology adopted was to work with an external consultancy but having internal people as very capable lean champions in each site and with Rodolfo Moreno (Mexico) driving the whole Lean agenda globally. Lean started slowly but a very solid foundation that most sites have built on was laid.
Lean became very much part of the success. What we were doing was (1) the step change type improvements like migrating the entire high index from Lonsdale to China which had a massive labor cost saving and (2) the continuous improvement savings through Lean (elimination of waste, etc). Nick Middleton drove the technical support and the cost down agenda.
He was doing the big projects and Rodolfo drove Lean, continued the cultural change and the more incremental improvements.
The other key activity was the major work on supply chain; building on the work Barry Packham had started during his time, which was using MRP2 supply chain principles and the Oliver White Sales and Operations Planning (S&OP) process.
The focus was to standardise the S&OP process across the regions, with demand planning, new product planning and supply planning managed in a monthly rhythm with a standardised approach across the world. At a more detailed level factory planning and scheduling processes were standardised and coordinated centrally, also mold planning.
North America as a region had a very well established S&OP process, the major drive at this time was to establish the identical process in other regions and through that approach provide the best commercial intelligence for Operations with which to drive and manage the global supply chain.
Working capital and Opex were reduced, distribution was optimised and high service performance (~97.5 to 98% level) enshrined to deliver the lenses that were required.
OBSERVATIONS ABOUT THE CULTURE OF THE COMPANY - 2001 ONWARDS Charlie Kunkel
I joined the company in September 2001 and soon realised the culture of the company was very unique and very special, which I did not appreciate at the time. I believe it was one of the secret sources for the success of the company.
When I joined the company I worked for Mark Turfler in the Corporate Finance Department for 2 years as part of the team transferring the headquarters from Menlo Park to San Diego. In 2003 I started working for Barry Packham and then Jon Westover in 2004 when the organization reverted back to a regional structure.
Global Operations
Restructuring and refinancing had already been done by the time I joined the company so the worst was already over. I imagine it was quite hard in those earlier days but after I started there were initiatives and hard tasks still to be done involving restructuring and bringing the company to financial stability. Project Rooster (refer section 4.3 Rooster) and the transfer of manufacturing from Petaluma to Mexico (refer section 4.3 Back Office Structure 1999 Onwards) were projects that Barry Packham and had already identified that still needed to be executed. When I became involved with Global Operations, I realised what a great leadership team the company had. I can say that about the company but very specifically about Global Operations. The expectations and demands from Barry Packham were very high but the team he had working for him (Jon Westover, Jorge Mario, Bob Sothman, Mike McKeough, Wilson Peng, Kym Gibbons and others) was such a close knit, strong team where everyone knew what had to be done. They worked very well together and were good at executing the required initiatives. They worked hard and played hard day and night. I believe the bond & trust must have been formed during the worst times and as they had some success the trust and closer working relations even improved.
The Corporate office was an interesting place to work, especially the international aspect. Every single day you had a British guy, a Mexican guy, a Brazilian guy or an Australian guy walking into the office. They knew what they had to do and just went ahead and did it. I would not describe the office as being fun because we had tasks and were highly focussed on achieving success under the leadership of Barry Packham.
G13
Another element created about that time was the G13/14 which was the company’s leadership group. The composition of the team changed over time but the core group included Jeremy Bishop, Barry Packham, Jorge Mario, Jon Westover, Gaetano Sciuto, Mark Ashcroft, Lorenzo Ungaro, David Cross, Paulo Frias, CFO (Ron Dutt or Steve Neil), Hubert Weiss, Paraic Begley, Michael Pittolo and John Rosser, i.e. the top 13 or 14 Operational and Commercial personal – they would meet every month at least telephonically and every 2 - 3 months would have a face-to-face meeting somewhere around the world. In 2004 David Cross was responsible for leading this group that was then focussed on looking for growth. This is after the restructuring and the company was more stabilized. I was the scribe for the G13 meetings and again this was a highly focussed group of senior leaders working very well together and was something else that contributed to the success of the company. I remember being in one project looking for a new progressive design with the product to be launched in 6 – 8 months. Mark Ashcroft, Steve Neil, Paraic Begley etc settled on SolaOne which is the best selling progressive design we have today 8 years after the launch. For me it was really interesting to see how closely the leadership team worked together even at such a high and cross-functional level.
It has been 6 years since the merger of SOLA/Zeiss so as I reflect back on that culture and the good blessings that I had to be involved with the likes of Barry Packham, Bob Sothman and John Westover. I learned a lot. Global Operations and the G13, that also involved the Commercial guys, had a very unique and special culture that I don’t think can be easily replicated. I think it was that culture and the willingness to work together that bought the company back from the brink. Efforts were consciously made to feed that type culture – I remember Jeremy saying “you knew how good the meeting was going to be the next day by the size of the bar bill at the end of the night”.
To summarize, the Global Operations and G13 teams worked hard and played hard; they loved being together, were very focussed and that is what contributed to a lot of the success that the company had.
CHINA
Norinco SOLA – Starting a Manufacturing Plant in China Gerry Loots
In 1981 a company in China owned by Norinco (Commercial Arm of the Red Army and a major Military Supplier) started to experiment in casting hard resin (CR-39) lenses.
In 1985 they sought assistance and acquired a used casting plant from the 3M Corporation which had purchased a company named Armorlite, which was a significant early producer of hard resin lenses.
3M was selling off the old Armorlite assets and the Chinese company purchased an outdated casting line.
After some basic training and the installation of the line in Xi’an in China the project failed because the technical instructions had been inadequate and as soon as the contract for support expired the Americans just left the site and discontinued any communication.
The production line turned out to be a complex process with a graduated temperature water-bath curing process and a mold cleaner that damaged too many molds in the process.
The principals of the lens casting site sought SOLA Hong Kong’s assistance and so started the relationship between SOLA and Norinco which led to a joint venture to produce stock prescription lenses in China for domestic sales and sunglass lenses for export sales.
The first serious exchange that occurred between Norinco and SOLA was when Gerry Loots visited Xi’an with Samson Lee and Stanley Lee from SOLA Hong Kong in January 1988 to determine if the people were capable of running and dealing with a SOLA technology production line. The results were favourable and the wheels were set in motion to negotiate a deal with the Chinese.
Loots, Roger Goodale and Chris Schutze spent a lot of time between Adelaide and Xi’an working through the requirements for a successful enterprise.
In August 1988, John Heine, CEO of SOLA and Owen Roe, Asian Regional Director, visited Xi’an and made the final decision to go ahead and establish a joint venture.
SOLA invested AU$3.5 million in equipment and intellectual property and Heine’s instructions were to make sure everything was done well and on time.
After that there were many more visits in 1988 by Loots, Roe, Goodale and Schutze with Hong Kong interpreters to determine the details of the agreement and the specification for the production facility.
It was decided that a production line would be built and commissioned in Taiwan and that it would then be moved to China.
A team of people was established to devote 100% of their time on the project. Gerry Loots was appointed Project Champion to be assisted by Roger Goodale who had been the SOLA R&D Manager for many years and Chris Schutze was appointed Project Manager. Randall Engel and Robert Berry were engineers and were charged with building the equipment and commissioning in Taiwan. Nick Middleton was made responsible for documenting the processes and training the Chinese which he would do during a planned technical secondment in Taiwan. From SOLA Taiwan, George Huang was given the role of technical link with the Chinese as he could communicate technically in Mandarin. As there was a large mold making requirement, Chan Ngai Kong the GM of SOLA Singapore, visited to give an opinion on requirements for improving the process the Chinese had inherited from the Armorlite project.
There was a lot of travel from Australia and Taiwan to China to fine tune the arrangements and make sure that the Chinese were keeping to schedule with their parts of the deal which included the construction of the production area inside an existing building
A major delay occurred when the infamous Tiananmen Square incident broke out in June 1989 and Roe and Lee had to leave China suddenly. The project was put on hold while the Australian Department of Foreign Affairs had China listed as an unsafe place to visit. Construction of the production line proceeded because it was deemed a low risk that the project would not continue. As soon as the travel bans were lifted the project was rejuvenated.
In early 1990 a great deal of work was done to try to find a General Manager but the costs were high and expatriate Chinese had very demanding requirements. Eventually Loots was offered the job and started to manage both sides over numerous visits.
In May 1990 a delegation of 12 Chinese chosen to manage and run the Xi’an plant came to Australia for a month for training and orientation at SOLA Optical Australia. Martin Flippance taught the financial requirements for reporting and Nick Middleton, Donna Whitehead and Paul Flude taught the processes.
After a SOLA Group wide search a “maintenance expert “ was identified at SOLA USA and he was offered a secondment which he accepted and thus Hart Ezell joined the team and transferred to Xi’an at the end of September.
In September the Loots family shifted to Xian to link with Middleton, Schutze and the Engineers charged with making and setting up the line.
The production line was completed and was on its way to Xi’an via Hong Kong and arrived as all the technical people arrived so there was no delay for the installation process.
On October 30 1990 the Xi’an Production Line was wired and fired up and the facility was set to go. Production started with molds and gaskets sourced from SOLA companies.
Donna Whitehead and Nick Middleton had completed the basic technical transfer on casting and line management and Flude taught sunglass lens tinting.
As the training developed a few other people were seconded in for specific reasons. Jim Mott came out of retirement in Adelaide to help with basic production management. The production manager at the Xian plant needed guidance to manage for maximum efficiency and Mott was the man for that role. As Nick Middleton left Mott took over from him.
Bernie Dunn joined the team to teach injection molding and stayed for a while to manage the plant.
On January 23rd 1991, about three years after the first serious visit by SOLA, the Norinco SOLA Joint Venture had it official Grand Opening Ceremony with lavish banquets and fireworks in freezing conditions.
There is no doubt that all involved found this project to be a great adventure.
Xi’an was a city of over 5 million people and a big military supply centre but SOLA’s partner company, The Chaoyang Optical Factory was a poor member of the Norinco Group and while the people were trying to do their best, the factory was never going to get to a standard that matched any other SOLA plant. SOLA had a state of the art casting and tinting line inside a badly fitted out factory in a very rustic ex-university campus and quite a way from the city centre.
Xi’an is best known in the West for its Terracotta Warriors exhibition which is truly magnificent. However, the city had only recently opened to Western travel and business ventures and had not modernised at the same rate as Beijing or Guangzhou, mainly due to its central location.
Some of the critical items which the Chinese had committed to supplying came in late and delayed full production. Injection molding tooling was over a month late and glass mold manufacture did not go smoothly because the Chinese had a different perception of the required quality standards so a technician from the Singapore mold making plant had to be seconded to get the process sorted.
The local people were not familiar with the Joint Venture Laws of China, which Loots and Roe had studied intently and they were very appreciative of the input the SOLA people gave on basic issues like pay structures and benefits and company structure. There is no doubt that every member of the start up crew was held in high esteem by the Chinese Partners and the local Norinco management team.
Every team member was treated like an expert and the Chinese accepted the training and guidance very well. And the western visitors respected their Chinese hosts and had a great deal of fun with the people, the language, the social events and the frustrations from working in a tough environment.
Three months before Loots’ tenure as General Manager was to end a search was started for his replacement and eventually Simon Lui was selected. Simon was a mainlander living in Hong Kong and understood the situation very well but could also see that the facility was of low standard and that there would be a lot of work to continue improvements. He eventually broadened his role in SOLA’s management team which was charged with development in China.
There continued to be technical exchanges with Xian and eventually Dr Bob Sothman visited to give his opinion and advice on improvement of the very dangerous initiator production process that the Chinese had established.
Eventually SOLA’s focus went to a new project in Guangzhou where a very large lens production facility was being built and the Xian Joint Venture paled into insignificance. But Xi’an was a building block in the end play of dealing in China. Many of the people involved in the project worked on the Guangzhou project.
SOLA learnt a great deal about dealing with the Chinese from the Xi’an experience. Owen Roe said that the project was in fact the fastest profit turning venture that SOLA had been involved with. It was a relatively small company but it started the ball rolling in the Chinese market and kick started SOLA’s Rx business on the mainland.
It was a true team effort and everybody involved worked hard and long and carried on that SOLA Spirit that makes sure that it just gets done.
SOLA China Manufacturing Kong Ng
By the early 1990’s, SOLA had two successful and profitable manufacturing plants in Greater China. One of those was SOLA Taiwan, and the other Norinco SOLA in Xi’an. The size and growth potential of the China market for plastic lenses were obvious, and the environment for foreign investment was getting better in China after years of economic reform.
While Norinco SOLA was profitable, it was a 50:50 joint venture. Management decisions were slow. Negotiations to expand the manufacturing capacity there, but with SOLA holding the majority share, did not lead to an acceptable outcome. By 1994, the Chinese Government further opened up the economy and allowed foreign companies to incorporate Wholly Owned Foreign Enterprises (WOFE). SOLA was now able to build a lens manufacturing plant without having a local joint venture partner. However, as China was still evolving her economic policies, her policies and way of doing things were unfamiliar to westerners. An investment company based in Hong Kong known to have investments and connections in China became an investor who not only provided much needed capital, shared risks, but also provided valuable advice on doing business in China.
 in front of the Norinco SOLA factory")
Simon Lui, who was GM of Norinco SOLA at the time, was moved out of the joint venture to head the new SOLA China. Finding a right location for the new plant took more than a year. Finally in late 1995, a piece of land was found in Jiufo, a small and poor village which had recently zoned some land for industrial use. Jiufo could not be further from anywhere. It sat in the northern city border of Guangzhou and was completely rural in characteristics. Surrounded by rice fields and lychee orchards, the village government had carved into a small earthen hill and used the earth from it to fill some ancient rice fields adjacent to a small, two-laned country road. It was linked by a narrow low grade road to the city. However, the National and Guangzhou governments had development plans and were implementing them at a great pace. By September 1996, forming part of National Highway #105, a four-lane highway had been built to link the city to Jiufo and beyond.
The Guangzhou China factory in 1998 and today ...


Project team – consultants; organization context
SOLA was organised regionally. Each regional office had responsibility for all the businesses within its region, covering manufacturing, Rx, sales and distribution. The SOLA Asia Regional Office (SARO) therefore had responsibility to implement the project to build this new lens manufacturing plant in Jiufo.
SARO picked two key people to lead the project: Brad Adrian was the Project Manager and Tony Linkson the Project Engineer. Brad had worked for some years in R&D, Lonsdale by that time, and Tony was an engineer of SOLA Australia’s manufacturing plant.
The project team was supported by Paradigm, an Adelaide based project management consultant. Woodhead, another Adelaide based engineering consulting firm, was commissioned to develop plant design options. A Hong Kong based engineering consulting firm, Rust PPK, was appointed to develop detailed engineering plans and to supervise a China based local design institute, the Guangzhou Petrochemical Engineering Design Institute (GPEDI), to convert those plans into ones that complied with China’s various construction related codes.
Kong Ng, who was recruited in September 1996, later became Project Director.
The project team reported to a steering committee consisting primarily of Barry Packham VP of GMD and Owen Roe, VP of SARO.
The project was dubbed the China Plant 2 Project.
Project approach – BDP, international input
Barry Packham had joined SOLA several years before the China Plant 2 Project was initiated. As head of GMD, he had lead the group’s manufacturing plants on a continuous improvement path, a key step of which was benchmarking. Through benchmarking of each production sub-process, the group’s best demonstrated practices (BDP) were catalogued. SOLA clearly knew which manufacturing plant in its group was the best at yield, productivity, and quality for each of the production sub-process, and the reasons why.
A key objective for the China Plant 2 was thus to implement BDP processes of the SOLA group. To ensure achievement of this objective, an international team of SOLA engineers and lens making practitioners was selected to specify equipment and process parameters for the plant. The team was assembled twice during the plant design phase. The first time was focused on process equipment and plant layout; while the second time was aimed at detailing production facilities and utilities.
As a result, various equipment, processes and technology transfers came from Australia, US, Mexico, Ireland and Taiwan.
One other very important consideration was in human resource planning and training. It was decided that the best of SOLA culture, skills and work practices would be imparted to the new work force of China Plant 2.
Challenges – import duty deadline, design impediments of local codes
As a new WOFE invested manufacturing plant, the Chinese Government policy allowed equipment to be imported with duty exemption. The deadline was 31 December 1996, after which all imported equipment would be subject to import duty and VAT, totalling up to about 40% of the imported value. All the equipment supply sites put in extraordinary efforts and beat the deadline. Just before the 31 December however, the government gave an extension! The equipment was delivered one year earlier than it was needed for installation.
Meanwhile, the plant design was being converted into detailed construction drawings by GPEDI. This was not at all a simple process. Construction costs were highly affected by detailed design and so had to be monitored closely. The most vexed issues were related to the strict interpretation of China’s construction codes pertaining to fire safety. As the lens making processes involves chemicals which were flammable and a few which may be explosive, the design of some of the rooms were going to be prohibitively expensive to build. To the credit of Tony Linkson, he was able to persuade the design institute’s engineers and relevant government officials to classify the risk to a lesser code level.
Building the plant – rain and mud
In the summer of 1996, Maoming Construction Company was awarded the construction contract for the plant and dormitory. Work started on site in June. Guangzhou’s summer months are hot and humid, and there are often rain storms. Autumns and winters are generally drier but not for the construction of Plant 2. The China Plant 2 was virtually built in the rain.
For such a big building, the construction period was only about 11 months. Piling works commenced in mid June, and the contractors handed over the site in stages starting from January 1997, and all building work was completed by May.
The dormitory was also handed over for use in stages, floor by floor.
Installation and commissioning – international support team
SOLA’s international team arrived to install equipment early in the new year of 1998. Starting from mid January, equipment was moved from their storage locations, after lying dormant for over a year, to be now put into the new plant.
The place was still a construction site. While some of the rooms of the main building were handed over to SOLA, the roads were not yet paved, and only temporary power and lighting were available. What ought to have been roads were muddy tracks. Equipment was transported in on heavy trucks. On one occasion, when an air compressor was being brought in, the truck started sinking into the mud. Forklift trucks were almost un-manoeuvrable. Luckily the SOLA engineers had a “never give up” attitude. They overcame one difficulty after another and completed the installation work, adhering to the project schedule.

Training the people – local and global
In parallel with the construction work, a local team of managers, engineers and operators were being assembled.
SOLA believed in localization of management. A key aspect of the project was therefore to build a local team that stood on its own and that required minimal expat support. At the same time, the local team must also be an integral part of the larger global family. A properly designed and executed human resource plan was of critical importance.

In addition to planning an organisation structure, much of the plan was focused on organisation culture.
Wilson Peng was recruited in November 1996 as the General Manager.
Training of the new recruits was given in different parts of the SOLA world to ensure learning of BDP techniques and operations, but also to ensure wide ranging bonding of key people.
A core group of 10 operators were sent to Petaluma for operator training in all areas of the production plant. These operators formed the seed group who then trained others within the China Plant 2.
Ramp-up
The first lens was cast in March 1998. Production was ramped up gradually, starting from a few hundred lenses a day. This was both to validate the production equipment and systems as well as to train the operators.
A couple of expat trainers, Hugh Tedmanson, Vicky Villanueva and Raelene Kuipers worked on the shop floor with the new operators for a total of 2 months. By the end of that period, the plant was making 10,000 lenses a day.


Click to download:

Growth Wilson Peng
From local market to global Market
Initially, SGJ was set up for Asia market, especially for China market. For various reasons, China could not sell products in a sustainable volume for SGJ. So we met a tough situation right after we started “mini” mass production, small volume (around 10 k dgc) but high inventory. It was my big concern during the period in 1998. It was luck that SGJ had been changed from local manufacturing to global as SOLA top management developed right strategy and made a timely decision in 1999. John Heine, CEO of SOLA, at the duck school in Miami in 1999, said: “Wilson, don’t worry about volume for SGJ, we will fill your hungry stomach (all capacity) and your plant will have expansion soon. You guys should make sure you can make it!” Since then, SOLA started production migration from Taiwan, US and other high cost counties to Mexico, China and Brazil under leadership of Barry Packham, Jon Westover, Michael Pittolo, Tony Donagan, Kong Ng, Bob Sothman, Nick Middleton, global technical support group etc.
- Casting volume from 10,000 daily gross cast to 90,000 daily gross cast
From 1999 to 2002, SGJ expanded its volume capacity of index 1.499 products from 10K DGC, 24K, 40K, 70K, 80K and 90K DGC. SGJ became the biggest casting plant in China in 2002. One remarkable story was we made an innovative breakthrough for the No. 3 production line. Except using two auto strip machine, the 3A and 3B line combine their heating/dry tunnel. The idea was mainly from Barry Dolan, Kong and other people in an innovative brainstorming with a cup of beer in a bar. Its layout has advantages of space and energy saving and looks like symbol of Chinese bronze money used in ancient time. So I said the line will bring good luck and get us make money soon. Since then, we received our first payment from US commercial and
- SGJ went from local to global supplier
Since 1999, SGJ started to supply its products gradually to China, Asia, Australia, North America, Europe etc. our unforgettable experience was to supply our products to AOF (American Optical France). AOF was very strict in their quality requirement. Initially, we argued each other on SIQ. AOF used AQL 0.65 when SOLA standard was 2.5 and it was very tough to pass their IQC. But we quickly realized that customer is king and got to understand what their real concern was. We passed their QC finally in half year by improving our product quality. We also invited people from AOF to do on-site audit and helped them build up confidence. Since then our products portfolio increased
- From uncoated products to different hard coating and Anti-reflecting coating products.
- Let’s grow up together


The management team and all employees have been growing while SGJ is growing its business since started its operation. SGJ has created very good cultural working environment while expanding our production. Factory, School and Family is the core value of SGJ. People working together are full of spirit, energy, friendship and fun.
Barry Packham, Kong Ng, Jon Westover, Michael Pittolo, Vicky, Nick Middleton and many other colleagues from all over counties worked with us like coach and we learnt a lot management skills and technical know-how from them. I personally was very lucky to get opportunities to attend the last batch of Duck School, a sharing program for people understand and respect to different culture and training program for people to learn leadership skills. I always remember the saying in the program: Take a risk. Make an action and pay the price if something wrong. It motivates us to make timely decision and make thing happen effectively.
Key locals that made a significant contribution:-
- Johnson Zhang, currently CNMA plant manager. In 1997, he was recruited from a joint-venture of Hilti located in Guangdong China, a well known Swiss company. He brought a training team of SGJ in Petaluma SOUSA plant. The team was called as seed team in the project and made great contribution in SGJ history since the first lens was made in 1998. Johnson was the production manager initially and promoted to be a production director then plant manager while he has been gaining a lot of production experiences and management skills.
- Allon Zeng, he was also recruited in 1997 but started as process engineer. There was a nice story about Allon. We found everything was qualified except his English during the interview as he used to work for a Japanese company in Guangzhou. We were not confident if he could manage his job with his very limited English. And it was critical as he was the first process Engineer and had to communicate with our global support team. Therefore we told him that we will put him in a waiting list and see if he can improve his English in a reasonable level in certain time. Three months late, he was working very well with his spoken English. While expanding SGJ production, he was gradually promoted to chief engineer, technical director and now the plant manager of CNRX, the second biggest Rx Lab in CZV now. He is leading his Rx Lab and working together with local team and global support team with his sound English now.
- Nancy Zhao used to be the GM secretary and she is the senior HR manager in China now. She has been playing very important role in developing cultural working environment and practicing the core value of family and school in SGJ.
- Rick You used to be a process assistant engineer and he is the senior manager of high index production plant now, an advanced production line in CZV.
- Leon Liang used to be one of the seed team and received the comprehensive training in SOUSA. He has been a hard worker and skilful in self-learning. So he always a pioneer in his peers and promoted to be production shift lead, supervisor, manager.
- Nancy, Rick, Leon and other people like York Tian, Jason Lv, Jaline Li etc. are the best examples that the well educated and young generation could adapt SOLA value and take important role successfully. They have very high loyalty to the company and they are the future for CZV in China.
- Winston Yang, the plant manager of a newly set up RX Lab called global lab #5 (G5) in Guangzhou. He used to be a manager of “factory within factory” in SGJ. This approach was initiated by Jon Westover and we trained and got several very capable senior managers for China operations. Winston is one the people who left SGJ for a while but came back once he realized SOLA/CZV is the best work place for his and offering great opportunities in his career development. Carman He, the HR manager of CNRX G1 is the other one who came back to work CZV for us again.
- Roger Zhao, Jane Jiang, Edward Gu, Yong Jiang, Tong Xie etc. used to work in SGJ and made great contribution and are working for other international companies as General manager, CFO, CPO, directors and managers. The factory as a schools has been contributing a lot management and technical talents for SOLA/CZV and sociality in China.
Some more early photos:
| Click on images to enlarge: | ||||
|---|---|---|---|---|
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
SGJ/CNMA Milestones
| Nov. 19, 1995 | The agreement on buying the land was signed by CNMA and the Foreign Trade and Economy Commission of Baiyun District, Guangzhou city. |
| Aug. 20th, 1996 | The ceremony for laying foundation stone. |
| Jun. 27th, 1997 | Started construction of SGJ factory. |
| Nov. 1997 | Assigned three groups of managerial and technical staffs to be trained in USA, Ireland and Australia brother companies. |
| Jan. 16th, 1998 | First lot of imported equipment arrived at the Plant. |
| Jan. 18th, 1998 | First group of overseas technicians of SOLA arrived in Guangzhou for equipment installation. |
| Feb. 19th, 1998 | First batch of lenses and gaskets were made in CNMA |
| Apr. 20th, 1998 | CNMA operated. |
| Apr. 28th, 1998 | The casting yield up to 90% first time. |
| Aug. 6th, 1998 | First batch of hard coating lenses were made. |
| Aug. 21st, 1998 | Accounting system (Software UF-SOFT) passed the evaluation by Financial Bureau of Guangzhou |
| Aug. 24th, 1998 | Daily production volume arrived 10K pieces. |
| Sep. 1998 | Actual cost of hard coated lenses met standard cost. |
| Oct. 1998 | Shift production volume arrived 10K. |
| Oct. 8th, 1998 | SGJ opening ceremony. Mr. John Heine, National ....Spectacles Association representatives, local governors, and customs ....representatives attended the ceremony. |
| Oct. 8th, 1998 | First batch of AR-coated lenses made by sub-contractor in SGJ |
| Nov. 6th, 1998 | First packing line for semi-finish products installed. |
| Nov. 10th, 1998 | First batch of semi-finish lenses made. |
| Nov. 26th, 1998 | First batch of flat-top bifocal lenses made. |
| May 29th, 1999 | Centre Rx laboratory moved to SGJ. |
| Jul. 19th, 1999 | First batch of semi-finish lenses (14,720 pairs), and first batch of finished lenses (17051.5 pairs) exported to US. |
| Aug. 29th, 1999 | The shift production of semi-finished lenses arrived 8695 pieces. |
| Mar. 2000 | 1st expansion project finished, and SGJ capacity expanded to 24K pieces per day. |
| July 2000 | 2nd expansion project finished, by which SGJ capacity expanded to 40K pieces per day. |
| May 2002 | 6 more injection machines were installed. |
| Jul. to Oct. 2000 | 3rd expansion project and capacity achieved 55K from 40K pieces per day. |
| Sep. 10th, 2000 | Line 3A and Line 3B passed trial running. |
| Nov. 2000 – Apr. 2001 | SGJ capacity continued to expand, and topped 70K pieces per day. |
| Oct. 2000 | CNMA entitled as the Advanced Technology Enterprise of Guangzhou. |
| Dec. 2000 | First batch of 65mm stock lenses produced. |
| Dec. 2000 | First bevelling machine installed. |
| Dec. 2000 | Slight-way shelf applied at gaskets store. |
| Mar. 2001 | Automatic-packaging machine installed. |
| Apr. 2001 | Expansion project for 80K capacity commenced. |
| Jul. 30th, 2001 | CNMA’s Service Building, John Heine Building, put into use. |
| Dec. 2001 | The first Spin-Coating line installed. |
| Feb. 2002 | Launched U8 (User Friend, a ERP System) Project. |
| Mar. 19th, 2002 | Launched “90 and 90” Project, means using US 90 cents per piece CR-39 uncoated lens by making 90K dgc. |
| Apr. 10th, 2002 | After-hours Training of Open and Shut was held. |
| Apr. 15th, 2002 | AR-Coating line installed, which was owned by SGJ. |
| Jun. 2002 | Launched QEHS project. |
| Jul. 15th, 2002 | The DGC increased from 60K to 68K |
| Aug. 2002 | Initiated “Get back to basic” project |
| Sep. 2002 | EVA material was used for S/L gasket production |
| Sep. 3rd, 2002 | CNMA topped 90% in its yield of Spin-coating |
| Oct. 15th, 2002 | AR Coating line trial production commenced |
| Nov. 2002 | One ultrasonic machine added to DIP-Coating line |
| Dec. 9th, 2002 | Plus lens migrated from OSM was first time made in CNMA |
| Dec. 28th,2002 | CNMA topped US$10 million on its exportation |
| Jan. 31st 2003 | “Voice of spring” visitor group visited CNMA (Including Mr. Jeremy Bishop- …………………………………………………CEO, Mr. Barry Packham-EVP, Mr. David Cross-CFO, and Mr. Mark Ashcroft-……………………………………………….. VP, Marking) |
| Jun. 2003 | Obtained a certificate of operating an Integrated Management System which complies with the requirements of BS EN ISO9001:2000, BS EN ISO14001:1996 and OHSAS18001:1999. |
| Jul. 2003 | Official implementation of U8 Financial Module |
| Sep. 2003 | Official implementation of U8 Production Module |
| Sep. 1st 2004 | Software design of Shop Floor Control System began |
| Sep. 20th 2004 | Naissance of MC (myopia control) in SGJ. At 9:30am |
| Feb. 2005 | SGZ became a group member of China Optical Association. |
| Mar. 22nd 2005 | Merger between the Carl Zeiss Ophthalmic Lens Division and SOLA International Inc. completed. |
| Apr. 21st. 2005 | Vice mayor of Guangzhou and other governors visited SGJ |
| Oct. 28th 2005 | CNMA launched 1.67 stock lens production ceremony Carl Zeiss Vision (China) Ltd was effected from Feb 22nd |
| Feb. 2006 | Mold BDP Meeting at CNMA |
| Jul. 2006 | CNMA joined The Multinational Corporation Club of Guangzhou as a key member |
| Aug. 2006 | CNMA launched first EFQM Business Excellence Assessment |
| Sep. 2006 | Asia Pacific executive meeting held in Shenzhen |
| Sep. 2006 | Global operation and planning meeting held in Guangzhou |
| Apr. 2007 | AR Coating Extension project successes, and Teflon sales to the world market |
| Apr. 2007 | Launch Performance Evaluation Management System at production Dept. and soon extend to the whole company |
| 2007年7月 | Promote Think One Team concept throughout CNMA |
| Sep. 2007 | 3rd time to win the title of “Technology Advanced Company’ Reorganization from China Government. |
| Apr. 2008 | Established TPM (Total Preventive Maintenance) |
| Apr. 2008 | Promote Visualized through the whole plant |
| May. 2008 | Finished 1.56 Teflon project, and begin mass manufacturing |
| Jun. 2008 | Launched One Piece Flow project |
| Aug. 2008 | Finished establishment of the Andon System |
| Sep. 2009 | Finished Myovision project, with productivity of 1.5pairs/month |
| Sep. 2009 | Launched new product PC Teflon, 20k-30kpcs/month |
| Sep. 2009 | Developed a new product, AO Fresh 1.499, 1.56 and 1.6 -60k pcs/month |
| 6th Oct. 2009 | Launched SAP |
| 2009年11月 | Launched 2nd phase Hi-index project with capacity of 15K pcs |
| Dec. 2009 | Two new Leybold Syrus 3 coaters set up by end of December |
| 1st Mar. 2010 | Launched PEM E-System |
Tony Linkson’s China Story
My journey commenced in March 1996 when a meeting was held in Hong Kong and Guangzhou to discuss the supply of equipment to the factory. This was chaired by Barry Packham and Bob Sothman and attendees were there from SOUSA, SADC, SARO and SIHRC. By this stage, the main details of who was supplying what equipment had been finalised, it was a matter of coordinating timelines as the belief was that there was a duty free window to import equipment into China that was to close on Dec 31st 1996, a full 15 months ahead of the planned factory opening.
Soon after I started working on China Plant 2, John Bastian informed me that he was looking at opening a factory in Aurangabad India about 200km due east of Mumbai. By then I was already committed to China and I don’t know what ever came of this idea?
A significant amount of work had already gone into specifying what our new greenfields factory should look like and what equipment was to be used.
The first decision was that all products were to use sidefill gaskets and be made to the new standard hardness. The monomer mixing equipment and ovens including all of the control systems were made in Ireland using chilled water radiators to control the oven temperatures. All of the filling and stripping equipment was made in Australia with the screw brush washers out of Mexico. All of the trays and trolleys and OSI benches also came from Mexico. The data collection systems were from Australia. The packaging line including the flat edging equipment also came from Ireland.
My first task on arrival was to work with Derek and Weldon Ma to find somewhere suitable to safely store all of our major equipment for the next 12 months and then get the equipment imported into the country and delivered to site. We eventually settled on a government bonded warehouse used to store tobacco and TV sets. We were quite confident that the other products would be much more attractive to a would be thief.
The first 12 months were spent working at the World Trade Centre office in downtown Guangzhou. During this time we started working on “Room Data Sheets” for every room in the new factory. These sheets became our absolute bible on the requirements for power/air/water/drainage/lighting/ventilation/data connections. Once we had these in good order, we worked on the room layouts and how we would fit things onto the site.
Then there was the site itself. It consisted of land that had been partly dug out from the side of a hill and had a small creek running diagonally across the entire block. The creek came from a lake a km or so back behind the site. There was a small road in front with a kind of flood plain on our side of the road and a large river on the other side of the road. (This road eventually became a 4 lane highway.) I had both the creek and the river tested for pollution levels and found they were highly acidic, which was good because if we had any issues with our waste, it would be alkaline.
This small creek became a big problem. It had to be re-routed and the easiest thing would be to let it run into the flood plain in front of our site; however our neighbouring farmers wanted it to still flow directly to their properties. The solution was to then make a concrete channel along our boundary wall that then did a right angle turn across the front of the site like a moat and then kept going like a raised aqueduct above the floodplain for about 100m past our boundary.
The building design began with an initial plan from an Adelaide engineering firm. Our understanding was however that if we wanted to use a foreign design, we would still have to pay a fee to the local government equal to the cost of having the building designed locally. The other problem was that local constructions were almost all concrete buildings. They had almost no experience of steel structures and likewise Australian engineers would have very little experience with all concrete buildings. (Ironic that now China is a world leader in structural steel building fabrication).


So we ended up with Guangdong Petroleum Engineering Design Institute GPEDI and Engineer Li based in a100 year old French office block in part of the historic zone on Shamian Island originally built as a foreign trade zone for the British opium dealers.
We also employed RustPPK from Hong Kong to supply us with a site manager and a small team of electrical, mechanical, civil and architectural professionals that we could use as support to work with GPEDI on the designs.
For the majority of the next 12 months, Brad and I would spend 2-3 days a week either meeting with GPEDI or with Rust in Hong Kong. We also had great support from Roger Johns, a semi retired structural engineer from Adelaide who spent a large amount of time with us in Guangzhou.
I have great memories of arguing the most menial of things for hours on end with Mr Li. The worst thing was getting towards 12 midday with no resolution to the latest problem. As soon as midday hit, all of the GPEDI would disappear for a quick lunch and then turn all the lights out and go to sleep on the desks until 2.30PM!!! We would have to go have a bit of lunch, go for a walk and await the return of the team.
My most memorable discussion involved the demand from GPEDI, that the whole OSI room had to be made explosion proof and any windows would basically need to be bullet proof. This was due to the fact that Acetone was to be used, and they had a book that listed this as a dangerous highly flammable material. This was of course correct to a point; however international electrical standards, to which they were supposed to follow, sensibly worked on a zone of effect rather than a blanket rule. Eventually, I asked Mr Li if he were to design a football stadium with a roof, and discovered that there was a plan to hold 1ml of Acetone inside the stadium, would you need to make the whole stadium explosion proof. I knew we may be in trouble after he considered this for a few seconds and then said YES!!
Possibly even more amazing was the solution to this impasse. If we could get the Government fire chief to agree with a change of rating for the room, then it would be OK. Unfortunately the fire chief was actually a very high ranking military official who would not make appointments and worked in a building were foreigners like me could never enter. So, Wilson and Kong basically stalked him out and ambushed him one morning coming into his building. They were able to explain the situation and get the final seal of approval.
We eventually finished the design and had it costed, only to find that it was way over budget. I can’t actually recall now what we did, but in about 2 weeks we rehashed a lot of the design to finish up with the final layout.
There were a number of features that we included that did cost a bit more but resulted in a much better end result. Some of these included:
- OSI room had it own air treatment and filtering plant giving a near clean room environment.
- Terrazzo style flooring for all the monomer wet areas. This was something from SOLA Venezuela that would initially appear to be unlikely to result in a less slippery floor, but actually works.
- Workflow of the layout such that the whole process flows linearly from monomer mixing, to filling, to ovens, to stripping to OSI, to postcure, to edging, to packing and to distribution. All of the ancillary items were then placed adjacent such as compressors, injection moulding, mould store and AR coating.
- One single corridor separating the workflow areas from the ancillary areas. This corridor then acts as an easy accessible drain as well as a simple area to run power, air and water lines.
- We had our own diesel fired power plant. Included on each genset was a heat recovery unit. We included a pump and set of pipes to pump water through and take the heat from one end of the plant, all the way to the dorms, ensuring the workers all had hot water available, basically free from the gensets.
- We paid particular attention to the waste water treatment plant. This had to not only handle all of the industrial waste, but also all of the domestic waste. Eventually everything then found its way into the river across the road. I was always confident that our waste was to be far cleaner than the water in the river and would meet all of our own Australian standards.
So finally around June 2007, the design was completed, the tenders had gone out and Maoming was chosen as the main contractor. After a small ceremony, the site was established, and a small hut was installed in the paddock out the back of where the plant would go. This was to be my office for the next year.
Over the next 6 months, the concrete building slowly began to take shape. There were hundreds of people living and working on site. There were surprisingly few issues that arose from the design, the worst being a fire main being located such that it came up through the floor in the main corridor. We sorted this one out pretty easily and kept forging ahead.
I have written about the funny times we had during Jan/Feb 1998 in the old China Update. Basically once we got through our first lenses in March, we were able to finish up and leave China in June 1998 – a great time had by all, and I believe a great result was achieved by all.
Barry Dolan’s China Story
The start up of the new factory in Guangzhou was a significant milestone for SOLA for a great many reasons many of which will be highlighted by other contributors to this document. In my opinion, the direct involvement of so many people from all the other SOLA sites during the planning and implementation stages of the project was also a very significant event. In the past, a new factory start up would usually be supported by people from one site only. I believe that this unique approach has worked very well for SOLA. As a result of this approach, the new China factory is currently very well equipped with the best available process technology. The Chinese managers and engineers have also developed good working relationships with a wide range of experienced people from the more developed Sola sites throughout the world and consequently can avail of advice and support from these sites as required. Good friendships and a great deal of goodwill has also developed between SOLA China and the various people involved from the developed sites.
At the earlier stages of the project, SOLA Regional Office had successfully lobbied for support from the various established and developed sites. Each of the sites provided at least one person to assist SARO with the project and to co-ordinate the future support efforts of that particular site. I was asked by the general manager of SOLA Ireland to co-ordinate the efforts of SOLA Ireland. Following a series of meetings and discussions, each of the sites was asked to manufacture and install a specific range of process equipment and also to provide all the training and support that would be required. SOLA Ireland provided the curing ovens, monomer mixing and stock lens packaging equipment. All of this equipment was manufactured in Ireland using local suppliers and contractors.
The people in SOLA Ireland took a great interest in the China project. One of the first things we did was to put a notice up on the board asking for volunteers to travel to China to support the project. We were amazed with the response! Up to sixty people from the various departments had offered their services. Many of these people helped to collect and disseminate a vast amount of information which was needed at the planning stages, however only three employees actually travelled to China to support the project as part of the SADC support team. These three people were accompanied by three industrial contractors from Wexford and also Rodolfo Moreno from Sola Mexico. Sola Mexico had undertaken to commission the oven controllers and to provide training on site.
The most memorable part of the project for the SOLA Ireland people was the installation work on site in China and the training programs provided in China and Ireland. This was no ordinary project. This project was different because of the cultural diversity and the extra challenge that that presents. I think that many lessons have been learned and that many people who were involved with the project to date have become much more adept at cross cultural communication and have become much wiser from the experience. This type of project makes us clearly aware that we are all foreigners when we leave the boundaries of our own country and to be more effective we need to spend more time learning about the habits, customs and culture of the country that we visit. A wise man once said that we do not negate or reject our own culture by learning about someone else’s.
When we were installing equipment on site in China in February 1998, we encountered many challenges as one might expect given a project of this size. The biggest challenge we had was getting the equipment unloaded from fifteen forty foot containers and moving it into the factory. At that time of the year the weather was bad and the unfinished roads outside the factory were very mucky. Because of this we had great difficulty moving the heavy equipment. The problem was compounded by the unavailability of labour due to the Chinese New Year holiday. Tony Linkson, Hart Enzel and myself had to physically move all the equipment ourselves and at times we felt that we were doing a horse out of a job. We really looked forward to getting back to the hotel each evening to get out of our mucky clothes and to have a few beers; however the staff at the hotel were less enthusiastic about our arrival due to the mucky footprints on their expensive carpets. About a week later the rest of the team arrived from the various sites to install the equipment. Installing and commissioning the equipment in the relative comfort of the factory building was by comparison a very easy task.
It wasn’t all hard work; we did manage to find time for some multicultural socialising and enjoying the many good Chinese restaurants in the area. After the Chinese hotpot, Irish stew will never be the same again for the Irish contingent. The favourite pastime of the Irish lads after eating and drinking and watching football on satellite TV was walking and sightseeing. I believe they walked the length and breadth of Guangzhou at weekends taking in the sights and looking for bargains. Pat Dooley, one of the more experienced and well travelled Irish lads was also determined to teach the ancient Gaelic game of hurling to some of the local Chinese workmen. He even managed to persuade a local carpenter to manufacture the traditional wooden hurling stick; however I think that it’s fair to say that the Chinese lads were not terribly impressed and that hurling will never really replace table tennis in China. Pat then threatened to inflict the game on the Australian contingent; however he changed his mind fairly quickly when he remembered what they did to Gaelic football. He felt that hurling with an oval ball would never really catch on. Pat Dooley enjoyed working in China and he did not take too much persuasion to pay a return visit in June.
In October 1998, I returned to China to carry out some small modifications to the monomer mixing line and I was really very impressed with the overall progress that has been made since my last visit in February. I was also very impressed with the organisation and the commitment of the people and I am convinced that the project will be a great long term success. I felt very privileged and very proud to have been involved with such a worthwhile project. On behalf of myself, Rodolfo Moreno and the other support personnel from SOLA Ireland, I would like to extend our very best wishes for the future to our many friends in SOLA China. We were very happy to be involved with the initial start up of SOLA China and will always maintain a very close interest in the future development of the company.
MEXICO MANUFACTURING Jon Westover
Manufacture in Tijuana, Mexico
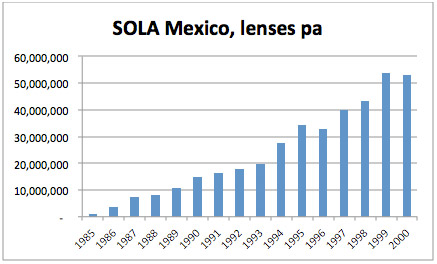
The decision to set-up manufacture in Tijuana, just over the USA border turned out to be a very successful one as it allowed significant sales increase in the USA. The factory was set up largely by SOLA USA and expertly run by Alejandro Flores. At one point in time (early 2001) SOLA Mexico was the biggest lens factory in the world producing up to 220,000 ophthalmic lenses/day. It made 14,000 different skus, comprising CR-39, Transitions, Spectralite and polycarbonate. A summary of the first 25 years is available here.
A brief summary of key dates:
| Year | Events |
|---|---|
| 1985 | SOLA (OSM) begins operation in Tijuana, Mexico. Starts with only 37 employees, one building and production of 5.5K lenses per day. |
| 1986 | Due to production increase the second (evening) shift needs to be opened. The first molding machine is installed and produces the first package in the month of July. |
| 1987 | The installed capacity is duplicated. The building in the company changes from 1 to 2 buildings. |
| 1988 | In this year we increase the land surface to 3 buildings with 4 production lines. The development of OSM increases by 50% compared to the previous year. |
| 1989-1993 | The following years are of continuous growth of the company, producing 100K lenses per day. |
| 1994 | The new facility OSM II is inaugurated by the Governor of the State. The Genesis Project takes place. |
| 1995 | SOLA celebrates 10 years in the industry with a Mexican Cowboy Fiesta. |
| 1997-2000 | The following years the company increases in people and production. In the summer of 2000 the company celebrates 15 Years with all the people in the premises of the new ...facility |
| 2004 | By the end of this year AO/SOLA merges with Carl Zeiss. |
| 2005 | The company celebrates its 20th anniversary with a Mexican Themed Fiesta |
| 2008 | The MXRx (Lab) begins operations. |
| 2009 | Lean Model is implemented In July MXRx accomplishes 1.5K lenses per day. |
| 2010 | MXMO (mold making) relocates and integrates with MXMA (manufacturing). In May MXRx achieves the CZV two star accreditation. In July MXRx increases to 6K lenses per day. |
After Alejandro retired, Jon Westover and then Jorge Mario ran the facility which is now back under Mexican management with Rodolfo Rubio in control. Mexico continues to be the major plastic lens manufacturing facility in CZV as well as now being the key mold making and glass lens site. Additionally it has provided a very effective platform for the establishment of one of CZVs high volume Rx laboratories, guaranteeing the future of the site for many years to come.
The growth in the SOLA Mexico operation up to 2000 is illustrated in the following graph:-

Mexico reconfiguration
However Mexico was not always a star performer. Key issues in 2001 were:-
- Systems and organization development lagged growth in volume and complexity
- Petaluma closure reduced support
- Customer base increasing in complexity
- Product quality lagging market requirements
- Increasing demands for flexibility and service

In 2001, Jon Westover was asked to transfer to Mexico. Thus the three ex-pats supporting that activity were Jon, Bob Sothman and Mike Pittolo.
The big project then was Project Genesis which was to close the original lens factory at Otay and move production to the newer factory at Isurgentes (which was still in Tijuana but south of the Otay facility) and the molds to the ex-AO Otay glass plant.
At the same time, a modern business structure (basically the same structure that had worked so well in SOLA Australia) with product focus factory units with total control plus a service unit supporting each one of those teams was created. Four manufacturing business units were created, namely Polycarbonate (leader Edgar Gudino), Spectralite (leader Aretha Bethancourt), CR-39 FSV + a little SF (Cesar Peralta) and CR-39 SF (leader Hector Rosales) along with a service business unit that did injection molding of gaskets and monomer preparation. A brief summary of Mexico in 2006 is available here.
In parallel, Jeremy Bishop decided to dramatically increase polycarbonate capacity and capabilities so Oracle was purchased in late 1999 and capacity expanded in Mexico with a total of 10 new and ex-Petaluma automods and supermods which were the unique pieces of equipment developed in Petaluma for making excellent quality SF blanks. This resulted in a dramatic increase in the volume capability for SF and FSV up to 30k dgc. This turned out to be a very brilliant strategic decision by Jeremy to invest in capacity and then go after the business.
High Index was a contrast as SOLA had been slow and did not invest in enough capacity so it was always chasing and never leading. Whereas with poly SOLA was the market leader due to proactively taking the decision to invest in capacity before it had the demand.
Some of the reasons for the big turnaround in Mexico were:-
- exiting incapable leaders who were not leading relying too much on their friends and mates and alignment with le patron
- much more metrics
- much more kpi driven decisions
- Deming philosophy
- using a much more data orientated and reporting methodology
- promoted young people with capability (and most stepped up)
With help from Mike Pittolo, Bob Sothman and Kym Gibbons, the team went from a weak spot in SOLA manufacturing to being the main engine for Global Operations for many years, delivering millions of $s to the bottom line, with reliable service and cost reduction.....
Key moves following Jon’s departure were the appointment of Jorge Mario and then Rodolfo Rubio. SOLA could not find anyone externally with the right skill set to take over the leadership role from Jon so Jorge Mario from Brazil was appointed. When Jorge was in that role, Rodolfo Rubio was recruited as plant manager initially, with the ultimate aim to take over from Jorge Mario. After ~ two years Rodolfo understood the challenges and demands of the role and was able to take over after Jorge left.
The overall aim in Mexico was to have an integrated Manufacturing Rx facility in Mexico - not cast to Rx - but to move from having a dedicated stock for Rx to one with lenses going straight from Mass manufacturing to Rx. This is now in place.
Some achievements during Jorge Mario’s time included:-
- Genesis, 2003
- Enclose lines/start Lean Concept
- Achievement of highest level in Safety and Work Environment in Mexico
- WIP reduction
- Back Order reduction
- Quality improvement
- New products site: Poly FT
- Improve capacity/quality and productivity in Poly, bar code/more press by machine/new back curve
- Continuous Improvement Teams
- New NS60 catalyst store
- Leasing contract with landlord for 15 years
- New organization structure- Rodolfo Rubio, etc
- Housekeeping - Internal and External
- Motivational activities, majority as Brazil


SOLA BRAZIL
The Early Days (1970 to 1998) Bob Jose
The history of SOLA Brazil is really a story of its own, and it is not surprising that there was not sufficient integration with the rest of the SOLA story for more detail to be included in the original history published by Rob Linn.
Brazilian Ambassador visit 1
{kind=link}
Brazilian Ambassador visit 2
{kind=link}
Brazilian Ambassador visit 3
{kind=link}
It really started in South Road days, 1970, when Noel Roscrow appointed Leo Schleim to be a commission salesman in Latin America. In the next few years, Leo had developed customers in significant companies in Brazil, Mexico, Venezuela and Argentina, at first for planos and later the more innovative were introduced to CR-39 which was beginning to make its mark in the USA.

In 1973, Leo persuaded Noel to visit Brazil with him. The outcome was that they decided to setup a lens factory in an old shoe factory in Petropolis, which they bought from one of Leo’s optician customers.
SOLA Australia, still badly lacking in finance was persuaded to provide sufficient basic plant for planos and single vision semi-finished by way of a loan to SOLA Brazil. SOLA HK had received some funds from SOLMA (Italy) for provision of a USA consultant, so they lent more for the cost of the factory building.
Working capital was provided by late payment for imported lenses and supplies from other SOLA companies.
To add to difficulties, it was not discovered that, in addition to an import license, SOLA needed approval from a foreign Investment Board before they could setup, and heavy fines would occur if goods were landed without these steps. Fortunately, it was just possible to remove the containers of goods in Cape Town from the ship. It sat in the yards in South Africa for 6 months before this matter was settled.
The production equipment arrived in Petropolis on 17th March 1975 with the first SF lenses being produced on 14th April 1975. At first, production in Brazil was disastrous. The plant manager was a Timorese, Jacinto Tinoco who had been a production clerk at Lonsdale, but his most important talent was being bilingual in English and Portuguese.
The Tinoco period did not last long. He was replaced when an offering of flowers, candles and cassava placed in the front of an oven failed to stop the molds separating from the lenses before fully cured!
Production was finally successful after a prolonged visit to Brazil from Roger Goodale and Helmut Halm and their wives. They managed to teach the local staff to produce satisfactory quality and at increasing volume.


About this time, after a period of almost no local management, Aurelio Seco, an engineer ex Portuguese Navy who had migrated to South Australia, and risen quickly to successful management roles at Lonsdale, decided to move to Brazil with his family, and after a short time he was appointed General Manager in 1977.
When he was appointed, SOLA Brazil was still in the original shoe factory – somewhat modified, employing about 40 staff and with inter-company debt of around US$500,000 against which he was told to pay back $100,000/month.
By this time SOLA Brazil was suppling considerable quantities of imported lenses supplemented by its own production of plano particularly to its original customers found by Leo Schleim. By means of discounting invoices regularly with Banco do Brasil and mortgaging of property, gradually liquidity returned, gradually working conditions improved and eventually debts were repaid.
Ray Seco realised that there was a huge opportunity in this market, but he could not afford to import stock, supplies and equipment from outside Brazil. First, he needed more space. Then he needed more production equipment, he needed a steady and reliable trained staff and one which would gradually increase in size and in variety of skills. He needed constant increase in range and quality and reduction in cost of production. Finally he would have to develop a potentially huge market with this new product.
All of the factors were successfully tackled head-on.
1. Space
The original factory occupied one floor on the side of a steep mountain.
Over the first five years he demolished the original building and built 4 additional stories on top of its replacement.
In 1980, he bought a larger site adjoining the original and modified it into a similar multi-story building attached to the original. In this he installed a multi-machine section for gasket production, a sophisticated engineering workshop for production of all types of equipment for SOLA’s lens making. There was a substantial laboratory, warehousing space and by the mid 1990, the factory occupied a total of 12,300 square metres spread over 5 floors but he was beginning to run out of space again.
2. Production Equipment
Ray Seco was renowned for visiting each SOLA plant to study the latest development of all machines – ovens, washing machines, automation of production lines, packing, etc and then discussing ideas with designers so he could keep up to date. Then he would go back to Brazil and make his machines usually at a fraction of the cost of those he had seen. In due course, Brazil supplied equipment for Argentina and Venezuela in its prime. SOLA Brazil was rarely held up for lack of equipment and maintenance was always on site.
3. Staff
Brazil was a very poor country in 1975. A very early step in Seco’s management was to provide free breakfast and a highly subsidised lunch canteen for all staff. It wasn’t long before there was always a considerable queue waiting on the day when people should apply for jobs. The theory is that people cannot work properly on empty stomachs. It was an enormous success and the final canteen was really a social club. Discipline was always strict and hopefully fair. Much of the work is repetitive and training was done on the job.
For technical training some local graduates were employed but much of the training was done by SOLA visitors who were unable to speak Portuguese. The burden fell initially on Seco and later on Regina Pereira, a chemist who later became General Manager, especially for lens manufacture. Seco personally managed most of the plant building and equipment manufacture.
4. The Market
Since most American Companies used Miami as a major source of all imported products, it was decided early to set up a subsidiary company, SOLA Pan America, in a duty free zone of Miami managed by Brazil. This held a comprehensive stock of Rx lenses drawn from any SOLA source, with priority given to SOLA Brazil. It became a major market particularly for Central America and the countries north and west of Brazil.
In addition, there were major sales of plano lenses to France, Italy, USA and the Far East.
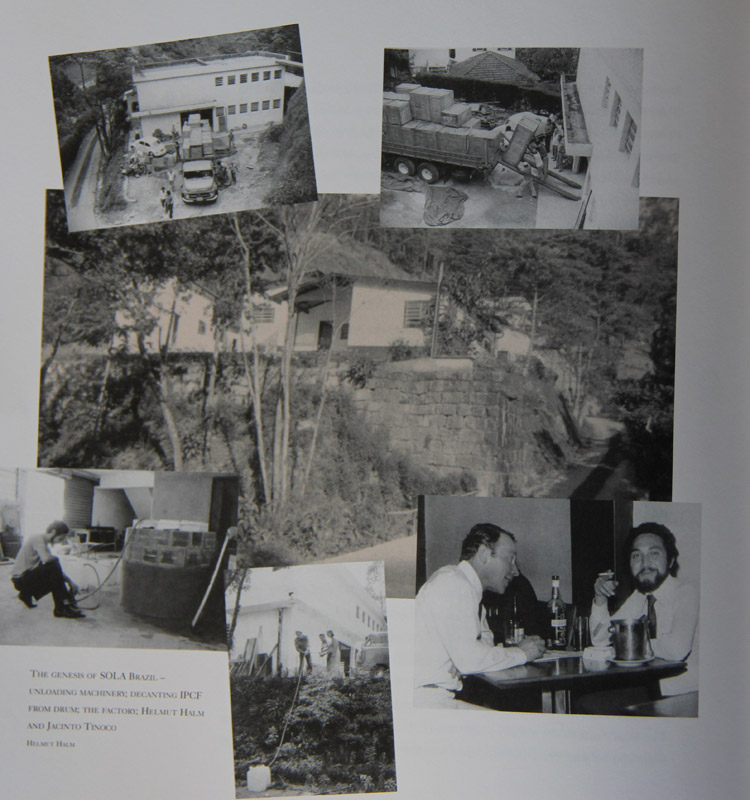


Production capacity from 1980 to 1990.
In the late 1970’s, because Essilor had a plant (and hence source of tax free imports) in the duty free zone of Manaus, it was decided to establish a business in Manaus to ensure that major raw materials and other supplies could be imported without exorbitant taxes. In fact, duty on monomer supplies was reduced shortly after Manaus was opened, but work was continued there for many years to protect the duty free importation of many products particularly the frame and sunglass manufacture which were to add useful SOLA Brazil sales.
During the 1980’s, most domestic sales were made to about 10 wholesalers strategically located throughout Brazil.
In the 1990’s, SOLA wholesale branches were set up under Regional Managers in Sao Paulo, Rio, Recife, Port Alegre and Rio Grand de Sul. By the middle of this period it was estimated that SOLA Brazil had around 70% of the growing plastic lens market supplemented by sales of sunglasses and frames both imported and locally produced.
In particular, at this time, SOLA Brazil obtained early supplies of molds to make 70mm progressive lenses because the US market was insisting on 80mm diameter. SOLA Brazil quickly hit the market with an excellent promotion for VIP Setenta, the first progressive to be sold in Brazil at an affordable price but with an excellent margin for SOLA. This gave a great boost to all SOLA products.
By this time, the company had grown from 40 employees in 1975, to 150 – 200 in 1980, to over 900 by 1995 and it was running out of space again.
During this growth period, it had in 1987 established a sales office in Buenos Aires and set up a small lens manufacturing plant in an old chocolate factory in Olivos, 180 kms south of Buenos Aires. SOLA Brazil manufactured the plant and provided initial operating assistance. Again the main idea behind this was to overcome the exporting difficulties and costs between Brazil and Argentina. Unfortunately the plant was too small to be viable and it was soon closed. However, lens importation had become easier and a more complete regional office was set up in Buenos Aires.
In the early 90’s, Steve Herz, a major Venezuelan customer, suggested a joint venture to manufacture in that country. Eventually this was agreed on the basis that he would provide the plant building, and SOLA would provide the equipment and knowhow. With the plant (some from Argentina) in a new building, an effective small plant was operated mainly by local staff for several years before being taken over 100% by SOLA.
In the mid 90’s, Ray Seco had managed to acquire for SOLA an excellent flat and large site within proximity to the Petropolis plant. A new plant for plano production was built and some of the accounting and administration staff was relocated. Built area totalled 14,500 square metres.
By mid 1995, SOLA Brazil was manufacturing and selling per day approximately
- 60,000 planos
- 8,000 semi-finished blanks
- 15,000 stock lenses
Sales were between US$2 and 3 million per month and its profit margin was around 35%.
A significant part of this profit was invested in land, plant and buildings, but dividends were paid to Menlo Park when demanded (refer Ian Gillies).
Things were changing in the other parts of SOLA. The writer stopped visiting Brazil regularly in 1995. After that time, Seco regularly visited Heine but there was little other close corporate structure recognized by SOLA Brazil.
A number of fundamental changes were occurring in the group, such as Deming and Project Rooster, which were never accepted by Brazil Management. The local emphasis was particularly on relocating to the new site, designing the plant and supervising construction. A major new administration/marketing office was built at a cost of approximately US$2 million which was given priority over the manufacturing plant.
During this busy period, competition grew quickly from imported lenses, particularly from Essilor and Asian sources. SOLA Brazil began to lose its strong market share. Gradually serious differences grew between SOLA Brazil and the group management which eventually led to the sudden resignation of Seco and his production manager, leading to an obvious void. A new Brazilian management team was appointed.
It did not take long to bring production to an acceptable standard. Unfortunately the damage was already done as competitors such as Hoya and Essilor had already taken advantage of the situation. The situation for SOLA Brazil was now made worse by rising labor costs in Brazil and import of low cost lenses from China.
The Changing of the Guard 1999 to 2009 Bob Sothman, Jorge Mario
“Resignation” of Ray (Aurelio Fernando de Brito) Seco and Regina Lessa Pereira - appointment of Jorge Mario
The early days of Brazil are very briefly captured in Breaking the Mold (p 86 and 177). In the preceding section, Bob Jose has recorded the history during his involvement. The following captures some of the recent history.




Ray Seco was appointed General Manager in Nov 1977. He presided over an amazing period of growth, much of which was carried out independently from the rest of the Group. He initially looked after the workers very well resulting in good morale in the factory. At one stage SOLA enjoyed over 70% market share in South America. Ray’s achievements can’t be overemphasised. However, in his later years, problems occurred and SOLA Brazil lost significant market share to Essilor and Hoya (from over 70% to less than 30%). He also lost touch with the workers in the factory subjecting them to horrendous working conditions. Moral plummeted and the situation deteriorated to an appalling state.
Eventually, in 1998, both Regina and Ray suddenly and simultaneously resigned leaving, they expected, a critical situation.




However, Jorge Mario, Paulo Frias and Marcos Venicius, with Corporate help, maintained stability until shortly thereafter Brett Olsen was recruited from Black & Decker Latin America and appointed Director of Latin America. Brett then quickly appointed Lee Johnson as manager of finance. Jorge was appointed general manager of manufacturing and Paulo continued as general manager of Sales and Marketing. Lee attended to the financials.
Under Brett’s direction the key strategies adopted by Jorge, Paulo and Lee were:
- Discussion with customers to see what they actually required
- Elimination of second and third quality lenses
- Improved customer service.




Good progress was made in reducing factory costs and recovering some of the lost sales to Essilor, Rodenstock, Hoya, etc. Sales increased 40% in the first year.
Jorge, Paulo and Lee were a very effective team in Latin America, becoming known affectionately as “The Three Amigos”
Jorge presided over a period of recovery and major expansion of the Brazil facility. His success was later rewarded in him being placed also in charge of both the Venezuelan and Mexican manufacturing facilities.
Some of the achievements in SOLA Brazil during Jorge’s time include:-
- Class B+ in 2001 (assessment in Dec 19-21, 2000 by Gray Research). Project started in May 99 Class A Project (certification as a top management practice )
- High Volume Group Team: Mexico, Venezuela, China and Brazil Nov 03: Business Protection and Continuity
- SOLA Light 1.56 - casting of a mid-index product: Aug 2003
- Motivational events: ‘Mold is the King’ - CPM (cast per mold) improvement to some of the best in the Group. Week of the Quality Sept 2009 - yield, customer complaints improvement - better view from field. Safety and Healthy Bingo - drastic reduction in worker accidents from 41 to 11 per year in 2003 - applied also in Venezuela and Mexico with excellent results. Housekeeping - one of the cleanest and best organized plants. Yield Week - yield improvement. Baby’s gift in 1998. Wedding gift. Loan with no interest 1999. Participation on the Companies profit 1999/Aid Funeral in 2000. Collective employee transportation - more comfortable and convenient in 2002. Suggestion Box-Talk to us - Intranet. Tree day – more than 50 new trees planted around the plant. All of this and more improved employee satisfaction and low turnover, all at a relatively low monetary cost.
- Several outside training workshops - e.g. Team Work Building.
- Cost down campaign: strong focus with a lot of initiatives such as disarmed safety guards - 50% cost reduction - outsourcing of canteen and cleaning resulting in site overhead headcount reduction from 112 to 70, 2001 to 2005.
- Average yearly (ophthalmic and plano) lens produced per employee increased from 335 (01/02) to 529 (04/05)
- 2nd/3rd quality levels eliminated in 1998
- Petropolis Best Company Award in 2003 - high presence in the Community supporting the city in schools/elections/vaccination-shots campaigns
- Best company in HR in Petropolis 2002
- Finish progressive production started in 1998
- Two sources of monomer in 1998; before 100% PPG to reduce supply risk
- Stock lens Flatter Curve (first in the Group) in 1999
- Plano de-centered in 2000
- Deflashing SL in 2000
- Stock lens cylinder range extension in 2002
- Plano 5 hours cycle in 2002
- Plano gradutint – new development in 2002
- Ophthalmic, both stock lens and semi-finished hard coating in 2002
- Plano hard coating in 2003
- New gasket material resulting in a drastic reduction in plano lenses adhesion in 2003
- SL tinting (with a very tight lens-to-lens tint variation tolerance) for AOF, the RX lab in France in 2004
- VMI for packing vendors - helped cash generation in 2003/2004
- Finish warehouse refurbishing with new layout, lightning and fire protection and improved housekeeping in 2004
- Volume increase due to product migrations from high labor cost sites
- AR coating and– MAR/ Teflon in 2004
- Plano MuVer in 2005
- Exports outside Latin America from 0 to more than 10 million pairs from 2000 to 2007
- Project ICEBERG - consolidation of two factories into one


Note – many of the above are one-liners but some were major achievements, carried out in-house with little or no support from SOLA Corporate or other sites; one simple example is plano cure optimization from initially 21hours to 7 hours and then 5 hours. Such a cure change had a dramatic effect - allowing a reduction from 3 plano lines to one, over 3 shifts, for the same casting capacity.
The years 2004 – 2006 saw major problems arise in SOLA Brazil as Jorge became hands-off when he had to be focussed on the Mexican operation.
Reconfigurating for the future:
By early 2006, complexity in SOLA Brazil had increased enormously in both ophthalmics and planos due to:-
- Product migrations (mainly from relatively high labor cost sites), some involving increased quality requirements
- New cast products
- Hard (PT, PG) and AR coatings (SHMC, Teflon)
- MuVer
- Tinted finished single lenses for the AO France Rx lab
- Micro-segmentation in plano (double grads, smaller tint runs, more complex products, e.g. decentred and notched)
- Back-up flat-top mold supplier to the CZV Group
- Increased volume
- + Rx “diversions”
Additionally SOLA Brazil had to develop viable production processes for a number of new products, some requiring significant process development, e.g.
- MuVer and FSV tinted lenses. SOLA Brazil was not set-up to do the significant development required to make MuVer a stable production process
- IMC (in-mold coating, i.e. applying a hard coating to the mold before casting which resulted in the hard coating being transferred from the mold to the lens during curing) was not a stable process when installed into SOLA Brazil. SOLA acquired this process as part of a patent infringement settlement with Armolite. IMC was designed for use in a mold cleaning process and not in an OSI process and thus was never really successful in any SOLA site.
SOLA Brazil continued to be asked to develop new sunlens products e.g. a Zeiss decentred 8 base plano with “invention” required to achieve the required specifications for power, thickness, color, SIQ + Zeiss logo alignment.
In Feb-06 SOLA Brazil was a big operation with Operations headcount of 691 and with 50% of production exported and forecast to increase.
By 2008, complexity had increased further along with more multi-regional customers:-
- Two manufacturing sites separated by ~5 km
- Latin America and Global Supplier
- 90,000 dgc capacity (Ophthalmic)
- SKU count ~14,000
- Product count ~94
- Current volume ~80,000 dgc
- Volume / SKU Ratio ~ 5.8 (low)
- Broad AR coating capability
- Hard coated finished single vision capability
- 2 x Quality Standards – SIQ1.5 and SIQ1.0
- 100,000 dgc plano capacity
- Current volume ~ 75,000 dgc
- SKU count 400 in plano
However, the management structure and support services were not updated to handle the increased complexity. Thus customer service dived and costs increased to such an extent that Essilor was able to land SL (made in Asia) in Brazil cheaper than the standard manufacturing cost of SOLA Brazil made lenses. Clearly something had to give. The solution was project ICEBERG (consolidation onto one site), product rationalisation, reorganized management, etc.
Such that SOLA Brazil by 2010 had significantly lower complexity. Its primary role was to supply Latin America with a small amount of product going to Europe.
- Single Site
- Latin America Supplier (+ European Support)
- 80,000 dgc capacity (Ophthalmic)
- SKU Count: ~4,000
- Product Count: ~30
- Expected volume: ~62,000 dgc
- Volume / SKU Ratio: ~ 15.5 (higher)
- Basic AR Coating Capability - total exit
- No Hard Coated finished single vision
- Single Quality Standard – SIQ1.0
- No Tinted finished single vision
- Back-up supplier capacity for CZV globally
These changes have resulted in improved customer service, product quality and product cost. Thus SOLA Brazil is set-up to be a successful CZV manufacturing and lens distribution site with clearly defined objectives and a set-up to achieve these objectives.
VENEZUELA Rigoberto España, Barry Dolan
On 16th June 1990 SOLA de Venezuela Industria Optica, C.A. (previously called OPTISOLA C.A.), C.A. started out as a joint venture manufacturing operation between Inversiones Eweca owned by Steve Hertz and Pilkington Vision Care International. The company was to produce ophthalmic lenses for the Venezuelan and Central American markets.
The factory was located in the state of Aragua in a rural setting on the outskirts of a small town called Villa de Cura. Virtually the whole plastic lens factory was set-up by SOLA Brazil with little outside help. Roger Goodale, from Australia, spent 4 months on-site helping with the setup and training.
The joint venture company was highly profitable despite its small size and relative isolation from SOLA’s main stream operations. The company managed to secure a major share of the Venezuelan and Central American ophthalmic lens market; however the joint venture company was severely constrained in its development because of security reasons as it was a joint venture. Also, it did not have full access to the SOLA Groups manufacturing technology.
In 1996, SOLA completed an agreement to acquire from Steve Hertz 100% of the joint venture company in Venezuela. This decision provided the SOLA Group with a platform for expanding sales in the northern half of South America. This decision also provided a significant opportunity for SOLA Europe to develop a competitive policy based on sourcing product from a lower labor cost country. To achieve these objectives SOLA Wexford, one of the groups more established and developed manufacturing sites, was given the responsibility to assist SOLA Venezuela to expand its manufacturing operations. The objective was to ensure the cost effective production of lens products in sufficient quantity and quality to meet the projected demands of the European region and also the growing demands of the indigenous South American market, excluding Mexico and Brazil.
The first General Manager was Jose Rafael Gonzales from 1990 to 1999.
Jimmy Cullimore relocated from Wexford to run the factory from 2000 to 2002 reporting to Tony Donegan.
In November 2001, following Jimmy’s return to Ireland Rigoberto Espana, a young engineer who “came up through the ranks”, then assumed the role as General Manager until the factory was closed in 2008. Rigoberto reported to Jorge Mario.
Some achievements during Jorge and Rigoberto’s time included:
- Overhead and other cost reduction incentives to reach one of the best demonstrated practices on cost per lens compared to Brazil, Mexico and China
- Best SIP Operation in the Group
- Increased capacity to 38,000 daily gross cast with ramp up of employees to 380.
- Canteen, Training Room, Sport facilities improvement - better conditions for employees
- Lay-out improvement for warehouses, casting, molding and packing area
- Union negotiation – very good at avoiding strikes and any conflict
- Good housekeeping based on 5´S standards
- Close to 60% of production exported to Europe - on time and with quality
- Motivational activities and excellent work environment

The closure of manufacturing was consistent with the Global restructuring process based on developing high volume manufacturing centers around the word. A key reason for the success of SOLA in Venezuela’s was that, because it had local lens manufacturing, it could import lenses without paying high rates of duty. Thus, with local production and imported lenses, it had an excellent product range and could sell at a very competitive price. When the law in Venezuela was changed in 2005, it impacted productivity of the factory and there was no longer any duty advantage from local manufacture. The factory lost its competitive position with Asian suppliers and so was closed leaving only a sales and distribution operation.
As part of the Commercial strategy, in order to avoid any customer service impact and market credibility before and after the close of manufacturing in Villa de Cura Venezuela, the following occurred:
- SOLA Colombia Ltda (actually Carl Zeiss Vision Colombia Ltda) started in Bogota, Colombia in February 2005
- Carl Zeiss Vision Venezuela Industria Optica C.A. (previously SOLA de Venezuela Industria Optica C.A.) started in August 2008 in Valencia, Venezuela
Nowadays (March 2011) there is an operation in Bogota and Valencia with 50 employees plus a presence in the markets of Venezuela, Colombia, Ecuador, Peru and Panama. SOLA Venezuela Industria Óptica C.A. merged in Carl Zeiss Vision Colombia and Venezuela.
SOLA OPTICAL AUSTRALIA (SOA)
| Selected photos from the early days... (Click on images to see a larger version) | ||||
|---|---|---|---|---|
 |
 |
 |
 |
 |
 |
 |
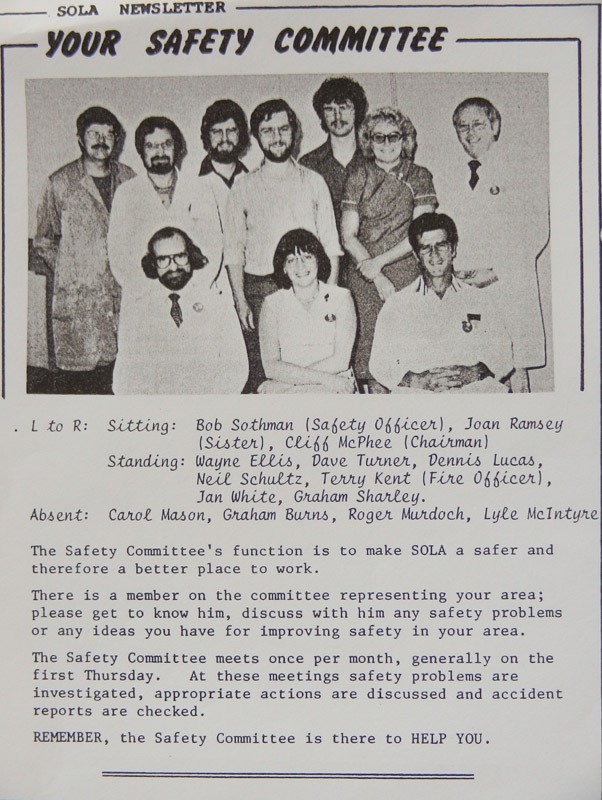 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
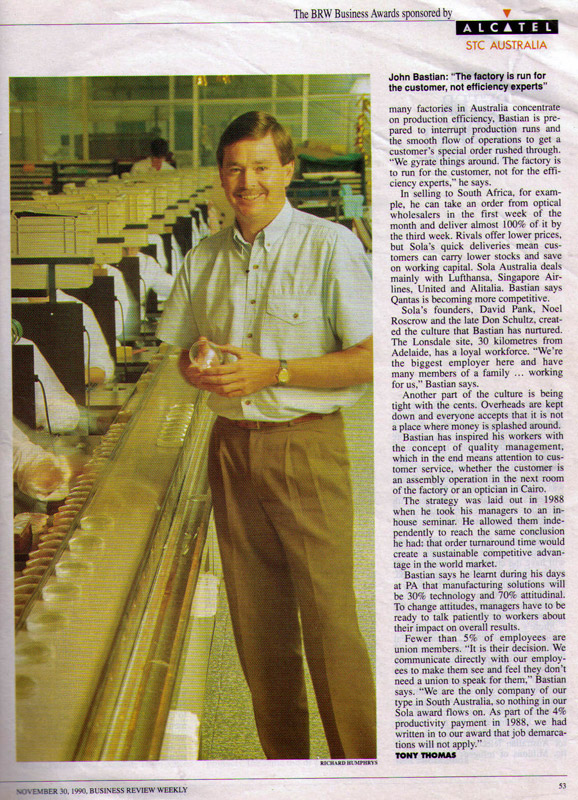 |
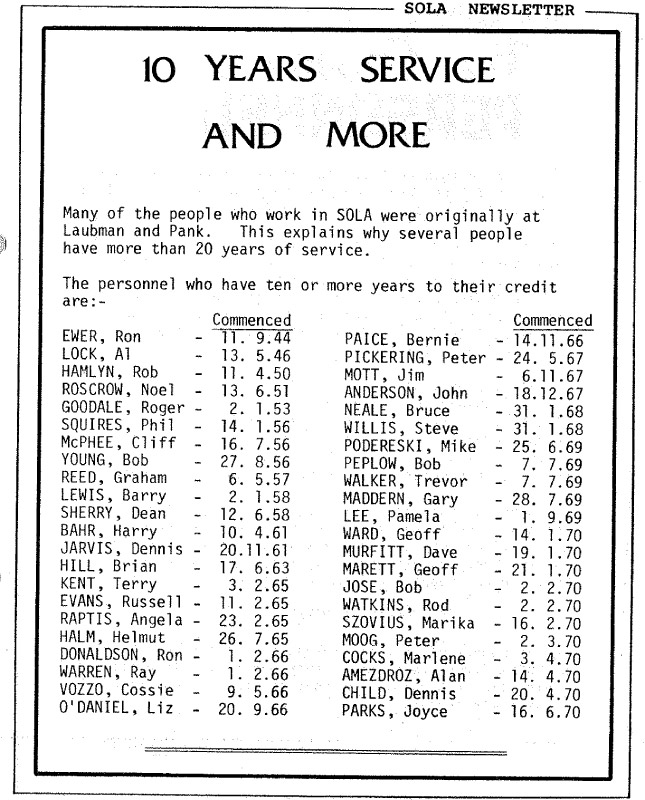 |
 |
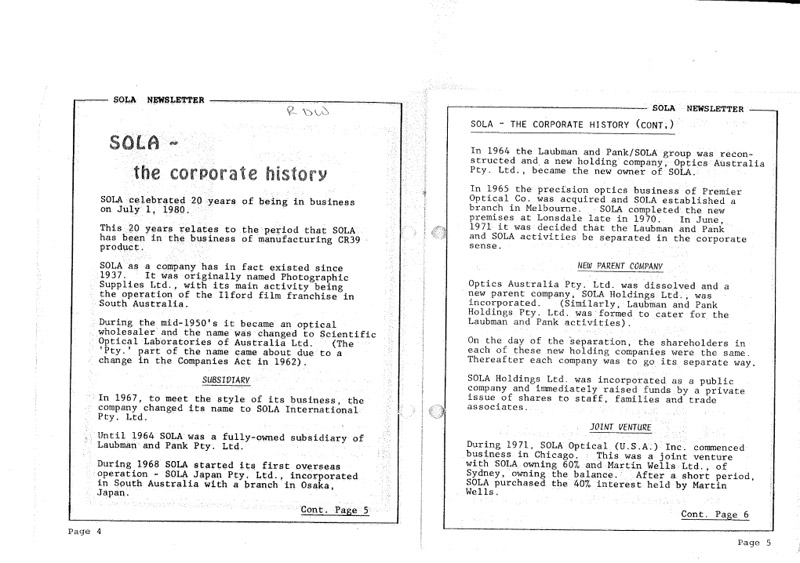 |
|
SOLA Optical Australia (SOA) Manufacturing 1993 to 1999 Jon Westover
The change in the Lonsdale site from 1977 to 2007 is shown in the following 4 photos...




In 1993 the SOLA Adelaide operation had R&D physically operating on same location as manufacturing. Matthew Cuthbertson, then R&D manager, was instrumental in having a new purpose built, state of the art R&D building constructed at a cost of between $4 and 5 million on housing trust (i.e. government) land in Cooroora Crescent, adjacent to the manufacturing facility in Sherriffs Road.
Matthew Cuthbertson was a strong advocate for the project, he got the funding, he handled the politics, he was key in making it happen and he got Jon Westover to project manage the R&D building project. (Jon’s first job after joining SOLA in 1993 was to manage the manufacturing systems [process development] group.)
Matthew Cuthbertson noted “The new R&D building was a powerful symbol of SOLA’s long-term commitment to research and development in Australia. It was also a significant practical enhancement to the group’s capabilities; especially with the inclusion of a purpose built Vision Research Centre. But perhaps its most important function was to simply bring the whole R&D organization under the one roof again. This was another major step in breaking down internal barriers, while retaining close proximity to the rest of the Lonsdale site.”
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


")


Very soon after the building was completed and R&D moved in from the Sherriffs Road location, Geoff Ward left SOLA. He had been the instigator and founder of the introduction of the Deming philosophy in Lonsdale, working with John McConnell and Nick Middleton as a key disciple. It was all about driving that agenda – reducing variation, systems thinking and Japanese quality philosophy as its fundamental premise. Refer Deming/SPC Implementation at SOLA for details on the Deming introduction to SOLA.
SOLA manufacturing had been going through a lot of change in Geoff Ward’s time particularly driving the Deming philosophy but was still producing many of its original low value commodity products that it had been manufacturing for many years, namely CR-39 SL and SF. It also had a small capability manufacturing mid index, Spectralite SL and SF; obviously that had no future.
When Jon Westover went into SOLA Australia manufacturing, he recognised that a different strategic approach was needed and that even though it was a high labor cost location it could have a very legitimate role by operating in conjunction with R&D with what Jon called at the time ‘a campus concept’. He did a lot of work on a site proposal which was then shared with John Bastian and Matthew Cuthbertson and presented to John Heine about operating the Lonsdale campus with R&D and manufacturing working very closely together. The first key initiative was HS96, subsequently called Finalite, a high index material developed by Huan Toh and the R&D group. Ian Bateman was appointed as the process development manager in the manufacturing entity; he and Jon drove the commercialization of Finalite, i.e. transferring it from a technology in R&D to a commercial product producing approx 2,000 lenses per day.
At the same time, the plant three building where R&D had been located before moving to Cooroora Crescent, was totally reconfigured into a state-of-the art manufacturing facility which moved SOA from a very cheap, lean and low cost type place into a state-of-the art physical manufacturing facility plus a cultural change. Manufacturing was initially for Finalite but the facility was designed with a view that it would be expanded, so three years later Spectralite was incorporated.
The second collaborative project was a major reconfiguration of CR-39 operations by creating process focussed factories with the first being finished single vision initially led by Barb Hutson and ultimately by Richard Stone. This was followed by SF CR-39 and Transitions/CR-39 facilities. All Spectralite Transitions was then migrated from Mexico to a state of the art Spectralite white and Spectralite Transitions facility at Lonsdale. Four years later, the Spectralite white was all migrated back to Mexico. Also, CR-39 FSV went from 20,000 starts per day to 0 over 3 years.
A brand new facility to produce Goldfish, which was the highly curved polycarbonate contour optics lens (Refer Goldfish/Enigma – fantastic idea but abject failure) was then built – again a collaborate activity. In parallel, finished and semifinished poly was also able to be produced as backup R&D; there was never any commercial production of that product.
So that was the product strategy and the reason why Lonsdale was able to stay competing in a global arena for a long time - basically introducing a new product, debugging it, stabilizing it, taking the initial major cost out, getting the yield up and then migrating it to a low labour cost site over time. The other reasons for the success was the enormous amount of focus on building on the quality and continuous improvement (i.e. Deming) concepts laid by Geoff Ward and continuing with that philosophy as a way of producing as a precursor to Lean, i.e. using the Lean thinking, product focus factories, strong project management discipline with a lot of focus on the structural approach to project management and team work.
One example of the improvement achieved was that Spectralite SF yields reached 97% so it was possible to eliminate inspection post-casting and only inspect post-coating. Another example was with Transitions. The Transition Optical imbibing facility on-site at Lonsdale had the best imbibing yield of any of the Transitions facilities so a team of experts was sent from the USA to discover the secrets of the Lonsdale imbibing facility – the reason turned out to be the good quality of the SOA produced blanks and not due to anything in the actual imbibing process.
Another SOLA Australia success was Spectralite Transitions – SOLA was ahead of the game with photochromic performance (speed) with Spectralite compared to CR-39. This gave SOLA a unique position so much so that, even though subsequent versions of Spectralite Transitions were not as dramatically different to CR-39, market share was created and maintained. Spectralite, including Spectralite Transitions was phenomenally successful. The co-location with Transitions and the ability to manufacture Spectralite and CR-39 in-situ (SOLA - Transitions factories on the same site) was a big help.
Later, Mitsui gave SOLA an award saying SOLA Australia’s high index manufacturing process was the best in class.
The great workers of SOLA Australia Helmut Halm (Employee from 1958 to 1985)
For a great and successful company to expand, it needs good interaction between management and the grass roots workforce.
On its way up SOLA in Australia was fortunate to be able to select operators (production workers) from a large pool of available workers, untrained but willing to learn. The South Australian Government had encouraged young migrant families, predominantly from the United Kingdom to settle in a newly-developed residential area approximately 25 km south from the Central Business District of Adelaide. SOLA’s brand-new huge Lonsdale factory was located close to where the new migrant families lived. When SOLA relocated the first curing ovens and some in-house developed machinery, the core small workforce walked for miles (that’s how it seemed to us) in this new partially empty workplace, from one department to the next. Our experienced operators started training young and middle-aged operators on the job. They were mostly mothers of young children, and word got around quickly that SOLA was a friendly and clean workplace. Smart white or pastel-coloured uniforms were supplied and production increased rapidly.
Transport was a problem for some of the girls who either shared cars or had to rely on public transport. An extra train station provided by South Australian Railways helped. The early starting time for the day shift (7.30 am) didn’t make it easy, particularly for young mothers with school-age children. For instance, Sue’s 3 little girls’ had to be ready long before school actually started. They were dropped off at school or with a friend who started later and was willing to look after them. She arrived on time, but was never at ease until she knew the little girls were safely at school - this at a time before mobile ‘phones. The only pay ‘phone was located in the canteen and was to be used only during tea break or with special permission from the Supervisor (in theory as we usually knew when there were crises).
Sometimes the girls missed the train but found fortune in misfortune. They were picked up by an office worker they knew only from seeing him around. One distraught girl was picked up and arrived early. When asked how that was possible she said “a bloke from the office” gave her a lift and he had a flash car. It was Noel Roscrow himself. He did this frequently and got good information about departmental morale.
The majority of the girls tried their best. Some of the tasks were not so pleasant, such as filling the assembled moulds with monomer. That was originally done by hand and unavoidable spillage was a problem. The floor became slippery, and monomer on bare skin produced redness and itching. Gloves and protective creams gave some temporary relief. There were few complaints – they knew the job had to be done and got on with it. As this was the last phase of the process, as an incentive it was agreed that as soon as the last mould was finished and the working area cleaned up the girls could go home without losing pay. It was amazing to watch teamwork in full action and all they gained was 20 – 30 minutes.
Personal and family dramas were not uncommon, mostly real but sometimes faked to gain some sympathy. Intriguingly their workmates knew exactly what was up and gave their support and protection when there was a genuine problem but could be very bitchy if they believed the problems were not genuine.
Early SOLA manufacturing at Lonsdale Tony Russell (Employee from 1972 to 1983)
SOLA was incorporated in July 1960 and moved to Black Forest in 1962. In 1970 SOLA moved from Black Forrest to a much larger, purpose built factory in Lonsdale, a southern suburb of Adelaide about 25km from the city centre.
Lens manufacturing (production) along with R&D, Mold Making, Engineering, Maintenance and other support services were key contributors to the early success of SOLA as they supported the marketing genius of Noel Roscrow by reducing manufacturing cost and also making products that were not already being made but which had already been sold.
The first person in charge of production at Lonsdale was Don Sara followed by Keith Smiley and then Tony Russell who joined the company as production director around 1972. At that time Bernie Paice was the production manger. Operations consisted of the manufacture of plano, SF, SL, safety (3.2mm planos) lenses along with a Rx jobbing shop, supported by mold making, gasket manufacture, engineering, maintenance and “R&D”.
Plano production
In the early days at Lonsdale (1970), a major problem was the inability to make the product that was required, i.e. for which there were orders. This was because of several problems but the key ones were low & variable yields and insufficient of the correct molds to make the required lenses.
Yields were low mainly as cure cycles were not optimized. This lead to uncontrolled exothems then called ‘boilouts’ and separations, etc. Gaskets were also not optimized, etc.
Bronte Murrell, the plano casting supervisor at the time stated, when asked to make the lenses on the production schedule, “well I can’t because I don’t have the correct molds in stock”. No one was effectively sorting out the problem of making the required molds to fill the plano orders.
Geoff Diment was preparing a casting schedule for planos which had absolutely no relationship to what was ultimately made. Rick Evans was then employed as production controller and made some progress but the real gains were made when Peter Gauntlet was recruited. For the first time, Peter developed a formula which took into account all the factors required to make the correct number of the required lenses. This formula included factors such as mold breakage rates & yields to calculate which molds should be made and when. It was a major step forward.
Key Production Characters
Bernie Paice was the casting manger while Russell Evans, Dave Turner, Helmut Helm, Ron Donaldson and Bob Peplow were supervisors. Most rotated through SF and SL while Helmut Helm eventually ran QC. Ron Lindfield was the Safety 3.2 mm plano supervisor and Jim Mott ran Rx. Another key player was Cliff McPhee who ran plano tinting, edging and packaging with Val Urlwin.
Molds
Doug Riley was a world class mold maker and made major contributions to successful designs such as the ED Trifocal. He spent 41 years at SOLA before retiring to take up a fruit block at Waikerie.
Two other key personnel were Ray Warren and Graham Reed. Graham relocated to Singapore for several years to set-up and run mold manufacture there.
Technical Support
Roger Goodale, Phil Squires, David Day and Bob Sothman all made significant contributions to improving the casting performance and lens quality. In particular Tony remembers David Day doing a lot of production problem solving working on the tricky interface between casting and mold design.
However there was the occasional disaster. Bob Sothman reminded me one of the biggest - when double the catalyst was added to one monomer dispensing pot for semi-finished flat-tops. This resulted in absolutely zero yield due to uncontrolled exotherm but, more importantly, 23% of the molds were damaged beyond repair. At that time flat top molds were in short supply and were among the most complicated and costly molds made. Consequently, more rigorous procedures were put in place during the monomer preparation process and the mold department worked more overtime.
Bob Young, chief engineer, designed and supervised construction of much of the lens filling and assembly washing equipment.
Engineering/Maintenance
Key personnel were Bob Sheehan, Darrell Elliot, Peter Schultz, Roger Murdock and Geoff Grey.
These people often worked day and night to help solve production problems.
Standard Costs
A great deal of good work was done on standard costing once Brenton Quimby, accountant, assumed the task of working closely with production personnel. Very accurate labour and materials rates were established and revised annually in line with current manufacturing performance.
Union Matters
In the years of Tony’s tenure as manufacturing director he established a working relationship with Stan Ball (shop steward) and a shop committee which involved the annual negotiation of a log of claims without intervention from union head office. Stan did an excellent job in working with Tony to resolve problems. It was a two way street in that management listened to the employee issues and Stan was shown the actual company P&L monthly figures so understood the very tight financial situation the company often had. This kept shop floor demands within manageable bounds and established confidence and trust.
Within a year of Tony leaving the production area, the unions went on strike as the new manager, Stan Rapson, had a more confrontational manner with the unions. Unfortunately for them the strike was in late May, the start of a wet and cold winter, so there was difficulty in keeping the picket line adequately manned for any length of time. Thus Stan Rapson was able to “stare down” the unions and the strike collapsed. In fact the unions lost a significant number of members and relatively harmonious relations then existed between the management and the workforce for the rest of the time of manufacturing in Lonsdale. Richard Altman must be given credit for contributing to this. Also a divide between union and non-union employees existed.
WEXFORD, Ireland Manufacturing and the AutoOSI Willie Rochford, Steve Daly
SOLA ADC Lenses was established in 1978 in Wexford, in the South East of Ireland.
At its peak it manufactured 70,000 CR-39 lenses per day (50,000 finished and 20,000 semi-finished) over three shifts and employed over 450 people. Most of the production was sold in the European region.
In 1996 the first 55mm lenses produced by SOLA was manufactured in Wexford for the EU market. These were designed for children’s spectacles. The project was lead by Willie Rochford for manufacturing readiness and Pease Moroney for optical and process development. The main challenges were the power shifts that resulted in the smaller diameters. These mold developments were carried out by R&D Australia and Mold Making Singapore.
A production cell for making Spectralite (40% flatter, 26% fighter and 22% thinner than CR-39) was planned and transferred from Petaluma in February 1995 Pearce Moroney and Willie Rochford lead the £2 million transfer. Initially SF was produced on 3 shifts. Later in 1996, the Transition Spectralite process was introduced. This process ran for 12 months and then the S/L process was required. In the USA the S/F and S/L were run on separate lines but in Wexford the plan was to run both on a single line creating a specific challenge which resulted in the implementation of the Universal UV curing line. The line was fully automated by Hamid Mustafa and could switch between S/L and S/F within 60 minutes. This was implemented in 1997 in 65 and 75mm diameter. In 2001 Wexford moved on to make finished Spectralite 1mm and was the last company in the SOLA group to make Spectralite lenses until shut down in 2005. It made 1mm finished Spectralite for the USA market after Petaluma closed.

{kind=link}
{kind=link}
{kind=link}
{kind=link}


John Heine’s expansion plans for Matrix included an additional production unit in Europe. Petaluma was producing CR-39 and polycarbonate Matrix for a number of American customers such as Wal-Mart. In 1999 the program to introduce Matrix in Wexford was complete. This program led by Pearce Moroney and Willie Rochford involved the building of a new facility shell, automation, tooling and process transfer. Wexford produced CR-39 mainly for GVIS (GrandVision). Production had to continue in Wexford, after Petaluma closed, because of the supply contract with GVIS. SOLA ADC Lenses continued to produce for several years sporadic small volumes of specific skus to fill in the gaps in the high inventory transferred from Petaluma. This happened until SOLA was ‘released’ from the GVIS contract.
SOLA ADC Lenses was also a key plank in SOLA’s technical and R&D strategy. By having a technical development centre in Ireland, which supported the Australian and USA R&D centres, SOLA was able to harness the best of European, USA and Australian technology, engineers and scientists. Such a strategy gave SOLA a competitive advantage over most of its competitors. SOLA ADC Lenses engineers such as Steve Daly, Barry Dolan and Willie Rochford focussed mainly on automation and equipment development. Alan Vaughan was the main driving force.
The major development effort, championed by Alan Vaughan, was focussed on “the factory of the future”. This was a Group project with the main work undertaken in Ireland but with parallel development in Italy, USA and Australia.
The key object was to reduce working capital by making the required product rather than any product, with the ability to know what was being made, to adjust the production plans on a live basis and flexibility change the cast mix and volume to deliver the right product.
AutoOSI (Open Shut Inspect) was a component module of “the factory of the future”. It is remembered largely because it was a visually huge amount of automation and significantly different from all other SOLA manufacturing processes. The other components were:-
- A new forecasting system called TOLAS - the development lead by Lindy Duff
- Computer integrated manufacturing (SIM) system – Steve Daly worked with a software house in the UK Integrated Automated Systems - there were a number of modules developed (forecasting, shop floor control system). A total of £3 - 4 million was invested in the SIM system alone during the 4 - 5 years of development.
The TOLAS system produced the forecast for a 10 day period, the SIM system had real time data monitoring and feedback to generate a forecast each day and used the highly flexible OSI node to facilitate mix change with an automated robotic mold store (bought from a German company called KHT) to allow 16% mix change of the product per day
The AutoOSI project was aimed at totally automating the SL casting process. The major difficulty with the project was to open and shut automatically the entire SL range - a near impossible task as it turned out. 90% of the difficulties were in 5% of the range. A different objective of only automating 90 - 95% of the range may have led to a totally different and much more successful outcome. High minus was a dream with excellent yields and mold damage. This was run on night shift. The only labor was 5 quality inspectors at the end of the line. In 1992 the machine efficiency was in the order of 85% with 8k lenses per shift (24k/day) (1.6k/shift/operator)
Overall yields were 96 – 97% but the problem was with mold damage with a target to get mold damage below 0.1%. The main issue was mold shatter (breakage) running at 0.4%.
Other weaknesses were:-
- The disturbance to the system when the mix was continually changed a lot; this lead to yield losses
- Inability to put identifiers on the mold to uniquely identify lenses
In 1993 the AutoOSI process was expanded from 5 fully automated heads to include 3 semi automated lines with all the benefits of the CIM process without the complexity of the opening head to separate the molds and remove the lens; this was carried out by the OSI operator. The CIM (Computer Integrated Management) included automatic mold exchanges via an automated mold store and conveyor system.
The AutoOSI was still working when SL production ceased in Wexford in 1999.
There were significant spin-off benefits from the AutoOSI project:-
- More automation ended up in all SOLA casting lines.
- Edging machines and brush washer developments were driven by the auto OSI as the molds had to be very clean as there was no inspection as in manual OSI. Additionally high pressure air was used in the auto opening process and any “gunge” in the assembly would be smeared across the glass mold. Barry Dolan spearheaded that development.
- Significant development in gasket molding and tooling design as a result of running automation without clips resulting in gasket improvements in the developing low cost sites. In fact, Wexford played a critical part in these developments into China through Barry Dolan and others.
- Bubbles elimination (at least in Wexford) was another major outcome. A combination of improvements, such as standardized clips in 1991, better filling, improved mold gasket fit as in the automated process requirements, the assemblies had to move around without a clip on, and meant that bubbles became a non-event for SOLA ADC.





 and BArry Dolan on Barrys retirement 2010")
India Manufacturing Barry Packham, Jon Westover, Roly Lloyd
OLMIL was a joint venture with Essilor in March 1998 to set-up a CR-39 FSV and SF casting and coating facility in India on a site owned by an Indian company, SRF, in Bangalore. The initial board of directors being Barry Packham (chairman), Steve Neil (SOLA CFO), Bertrand Roy (Essilor France Country Manager), Claude Brignon (Essilor Directeur Operations Internationales) and Indian JV partner SRF. After some discussion, it was agreed that Essilor provide Jean-Pierre Mazzone as the inaugural GM.
Project manager was Nick Middleton and the on-site manager was Richard Stone who spent a total of 12 months in India. The whole project was driven by Jon Westover, Nick Middleton and Richard Stone working in conjunction with John Pierre Mazzone of Essilor. The additional members of the SOLA team that setup the factory were Larry Whitkey from America, Ken MacLeod, Karl Nolan, Hugh Tedmanson, Jamie Mc Clelland and Roly Lloyd.
The same philosophy as was used in the China start-up was adopted, namely identifying ‘seeds’ i.e. operators from SRF (which had been very unsuccessful in trying to cast mid index lenses as evidenced by the enormous pile of reject lenses out the back of the original factory). Six SRF employees were trained in the open and shut technology in Lonsdale and then taken back to India. They, with support from Nick and Richard, established the SOLA open and shut casting technology in conjunction with the Essilor dip coating technology. The problem with the venture was that it only ever got up to 3,500 starts per day. Consequently after about 3 years, SOLA sold their stake back to Essilor as the volume to justify that operation was never achieved as it needed about 18,000 starts per day to break even.
The consensus amongst the project team was that as a factory set-up, it was one of the best that SOLA ever did, even better than China. We hit all our targets and everything went to plan.
OLMIL should have been a success story. The plant was a success but SOLA and Essilor were never able to create the commercial demand locally. What, perhaps, should have been done was to create demand by sourcing lenses from OLMIL for other export markets as happened in the early days in China in order to get to a critical mass to get the costs competitive for India.
The respective contributions of the partners to the Joint Venture with Essilor very much reflected the level of good faith intent, or lack of, by the respective parties. SOLA provided it’s best casting technology (diverting a line from SOLA China to India) while Essilor provided off-the-shelf third party coating equipment. Hence Essilor gained insight into the best SOLA technology and processes while SOLA gained little insight into Essilor technology and processes.
However by the time that the JV went into production (March 2001), it became quite obvious that the aspirations for the Indian domestic market was China-revisited – the market remained almost non-existent, and through India’s archaic import/export rules, it continued to be cheaper to import lenses into India from China than making them in India. As a consequence the JV lost money from the day that the doors opened for business. Both partners searched extensively for ways to staunch the losses – from putting external volume into the plant to including lobbying the Indian government for a more rational import/export policy. In the end SOLA JV directors Steve Neil (SOLA CFO) and chairman Barry Packham negotiated the sale of SOLA’s share to Essilor – amazingly Essilor finally paid US$ 1 million, together with restricting the use of all SOLA technology only to the JV and all sourcing of all molds and gasket material from SOLA. The ongoing and projected loss situation of the JV was such that SOLA would in the extreme have given its share to Essilor gratis, just to be free of the snow-balling losses. Essilor bought SOLA’s interest out and paid $1million following Jeremy Bishop asking Xavier Fontanet to do so. To SOLA’s pleasant surprise, Fontanet agreed.
Recent history is that Essilor has gone on to make OLMIL a major lens manufacturer producing a lot of the generic Transitions for Essilor. Their production is substantial and expanding. OLMIL as a JV did not succeed but Essilor got out of it what they wanted and ended up with something that is, in fact, quite a significant business they have continued to invest in.
Rooster Bob Sothman

John Heine commented in 1991 “SOLA’s basic problem was that it was not generating cash and its margins and profitability were not high enough to support ongoing investment in working capital”. Trading profit and cash generation had declined from the mid 1980s so it became imperative to take a number of actions, including the reduction of manufacturing costs which eventually became Project Rooster.
It was clear to anyone who visited the various SOLA manufacturing sites that some were better than others and an opportunity existed through identifying best demonstrated practices (BDP) and then implementing them at other sites. However this was very much easier said than done.
For many years SOLA had a regional structure with significant competition between the sites. This lead to diverse ways the same lenses were made in different parts of the SOLA organization. There was negligible constructive cooperation between manufacturing sites; in fact even the reverse occurred – there was outright antagonism between the sites. It was impossible to even conduct a valid assessment of the product lens quality at each site, e.g. Corporate (SIHRC) regularly conducted quality audits of lenses gathered from each site’s finished goods store to ensure consistent lens quality across the Group – some sites reinspected the lenses (taking out any rejects) before sending to Australia for analysis and one site even substituted SOLA Australia lenses for their own.
John Heine and Alan Vaughan wrestled with this problem for a while (refer p 220 of Breaking the Mold for further details on Rooster) and made a tentative start with a project called COPYCAT. The copycat process had 4 aims:-
- Identify the best demonstrated manufacturing practices
- Work out why they are the best (and why some are the worst)
- Determine how to implement the best at the relevant sites
- Implement
It was decided the best way to make this work was to set-up a team comprising a senior person from the three main manufacturing sites (Steve Willis Australia, John McCarthy Ireland and Barry Weitzenberg USA/Mexico) together with two corporate helpers (Bob Sothman and Roger Goodale) to progress the Copycat aims and swearing them to secrecy (they were not even allowed to discuss any of the copycat information with their superiors) until such a time that better cooperation between sites occurred.
Roger Goodale, a long-time SOLA employee, was given the task of undertaking the first Copycat aim by visiting the sites and identifying BDP. He produced two HIGHLY CONFIDENTIAL reports dated 13 Jun-91 and 06 Sep-91 which identified some possible BDP opportunities and some broad-brush savings. Another outcome was the recommendation to introduce a common recording system for operational performance so as to greatly facilitate the identification of BDP and areas of major bottom line savings.
Good progress was made and site cooperation improved as all the Copycat team could see the potential opportunities and the need for site cooperation to make then happen.
Heartened by this early success, John Heine expanded Copycat into the Rooster Project and made it a key priority (along with the Leapfrog Project). The first Rooster meeting was held in Adelaide on 16 – 17 Nov 1992. Attendees: Tony Donegan, John McCarthy (Ireland), Regina Pereira (Brazil), Barry Weitzenberg (USA), Alejandro Flores (Mexico), Chris Schutze (Taiwan) , Geoff Ward, Shaun Mahoney, Steve Willis (Australia), Mike Gilbert, Bob Sothman, John Heine (Corporate). An additional objective was to use for the first time the combined purchasing power of the SOLA Group in price negotiations with the leading raw material suppliers, with initial emphasis on monomer purchases which were by far SOLA’s biggest raw material cost. This ongoing exercise was initially led by Tony Donegan.
In 18-Dec-92, Barry Packham was appointed to the position of SOLA Group Vice President, Manufacturing Development reporting directly to John Heine. Barry’s objective was to work with Operations management throughout the SOLA Group to focus the attack on Cost of Goods. Barry joined the company in February, 1993. John noted, at the time of Barry’s appointment, “the Rooster project is already off to an excellent start and Barry will be able to hit the ground running”... thanks to the groundwork laid by Alan Vaughan and the Copycat team.
Barry focussed on identifying common practice across international barriers, through benchmarking of each production sub-process so that the group’s best demonstrated practices (BDP) were catalogued – the “How-To-Make” part of the “How-To-Make” / “Where-To-Make” global manufacturing strategy. With analytic effort by Bob Sothman, assisted by Michael Gilbert and Jacqui Lang/Pugsley, SOLA was able to determine which manufacturing plant in its group was the best at yield, productivity, mold damage and quality for each of the production sub-process, and the reasons why. Barry also became the key SOLA negotiator with the monomer suppliers.


Project Rooster was an enormous success with major global manufacturing cost reductions. The original target of a reduction in COGS of 5% over three years was achieved inside 24 months, bringing savings of the order of US$10+ million p.a. The early and dramatic success of this project was a key selling point used in the initial public offering (IPO) on the New York Stock Exchange float of SOLA in 1995.
A John Heine quote from one of his interviews with Rob Linn:
We're here in 1998, six years later, and if we hadn't undertaken Project Rooster, the cost of the product that we produce today would probably be, in my estimation, US$30 million more than it is today. Every year. And if you want to translate that to value, US$30 million becomes 20 million dollars net profit after tax, and the way you translate that to value of the company is that you multiply it by twenty. So that has added US$400 million to the value of SOLA.
Lean Jon Westover
Reni and then Rooster, under Barry Packham’s leadership, started the cross-fertilisation and BDP in manufacturing across the sites. Jon Westover subsequently introduced two new initiatives:-
- ‘Beyond 90’, which was all about driving yield improvements, and
- Lean.
Beyond 90 was a short term imperative to drive yield up, and cost down, whereas Lean was a longer term approach requiring fundamental cultural change across the organisation and looking at all aspects of the operation from vendor supply to warehouse planning .
Lean was a much more holistic approach (using principles derived from the automotive sector) than previous BDP (best demonstrated practice ) programs which mainly focussed on 3 major KPIs and improving labor efficiency, yield and mold damage.
Global Lean started in late 2003. The need to move the whole organization to a Lean approach was recognized and started with senior management workshops in London.
Jeremy Bishop who had some experience in this area organised a guy from the Lean Enterprise Institute (LEI) in London who presented at one of the senior management forums. He also briefed CZV leaders about the Lean Institute and its origins in the seminal book ‘The Machine that changed the World’. Through this consultant Jon Westover was introduced to John Shook, a well known consultant working for LEI.
The key was to work out how best to progress at a global level learning from the good and bad experiences the company had had with change initiatives. SOLA had tried to introduce TPM in SOLA USA which failed to deliver also, had introduced Deming philosophies into SOA with a much more successful approach, which endured even when champions moved on. The key objective was to create a network of local champions and teams who shaped the agenda, and where able to adapt and modify work practices to suit local cultures and behaviours. If it remained a top down initiative driven externally then over time it would dwindle and die.
What was done was to find a representative on each site – someone who was passionate about Lean and who already had some experience in this arena. Initial concepts and training programs were started and an email network was created to start sharing BDP. A forum was created that met every 4 – 6 months and they, together with a consultant got the activity moving. SOLA looked at 3 different global consultants and ended up selecting John Shook who had access to a network of ex Toyota employees in many countries including Sammy Obora, a Mexican citizen who could navigate and talk in Spanish and who was based in Chula Vista in the USA just over the USA border from the SOLA Mexico factory. Both were practitioners with 10 – 15 years experience in Toyota as distinct from people who had just read about the principles. They knew the detail and had practical experience of many implementations including major issues and shortfalls.
A key appointment was Rodolfo Moreno; he was in the Mexican Technology Group at the time but moved full time into the Lean role, initially in Mexico only. By 2007 in Mexico product families and 11 value streams were identified. In addition 3 fundamental training plans in standardized work, 5S and PDCA continual improvement loop were introduced on each site. Pilot value streams were identified also in each site to progress the activity.
Out of the11 value streams defined in Mexico, work commenced on 3. The current reality of the physical flow and the future state were identified, together with the improvement opportunities in each area. Through this work in Mexico, cast per mold increased from 560 to 750, yield increased from 84% to 91% and labor efficiency went up from 86% to nearly 97%. That was an example of the first product family improvement in Mexico, similar initiatives commenced on all sites, with different outcomes depending on their maturity and product range. .
A program was developed to drive €5 million cost out of manufacturing over 4 years. A standard approach was taken, namely product families, re-layout of the facility, standardized work practices including the 5s activity which supports standardized work and new planning regimes. A very different way to what we were used to eventuated - all driving a fundamental cultural change across the business.
Mexico Lean was very successful - approx 300 people went through all the training and many new leaders emerged that moved away from the old more paternalist management and supervisory style to become more empowered and enlightened leaders. Rodolfo Moreno, the site champion and Rodolfo Rubio, the plant manger drove the Lean agenda very hard. Once Lean was introduced in the lens manufacturing it was extended into Rx with a value stream map extending all the way from lens manufacturing to Rx manufacturing.
Why was it successful?
- Very strong local leadership, especially in Mexico
- Capable consultant who used to come in once a week for a couple of days and do training and then back-off - teaching the locals how to fish as distinct from telling them how to fish.
- Significant site cross fertilization and site-to-site information sharing
- It was a major Operations initiative
- Reported on regularly
- Coordinated globally
- Senior management support with parallel initiatives on all sites.
- A high degree of urgency and a high degree of the need for change.
- Managers all had lean objectives
- Multifaceted approach across all operations functions
- Manufacture became best in class using Lean principles.
Every site achieved something with Lean but Mexico was the most successful for a combination of reasons:-
- They were further behind other sites in terms of yield and mold damage
- High volume - so the benefit was obviously higher
- Rodolfo Rubio and Rodolfo Moreno complemented each other and were very engaged and involved, driving the agenda hard!
- Mexican staff response to Lean training – empowering and liberating
- Excellent use of consultant who was very capable in his own right
SIP – A Quiet Achiever without a Big Bang (pun intended) Bob Sothman
SIP is the catalyst (initiator) used by SOLA/CZV to cure CR-39 lenses, i.e. to convert liquid CR-39 monomer into hard plastic lenses. SIP is an organic peroxide that has the potential to explode if not manufactured, stored and handled correctly.
Over the last 30 years SOLA/CZV has made more than 1,200,000 kg of SIP (equivalent to approx 400 tonnes of TNT in explosive power (1kg of SIP has the explosive power equivalent to 1/3 kg of TNT) – not quite up to an atomic bomb but still quite enough to make a very big bang.
For many years there was a sign on the wall of the SOLA Lonsdale SIP plant – “more people have been killed making IPP/kg than any other organic peroxide – don’t be the next”. In fact, over the years quite a few people have been killed making organic peroxides and one was killed in Thailand making IPP in the late 1980s. As well Akzo (the recognized world experts) destroyed part of their Pasadena, Texas peroxide plant not once but thrice in recent years. The photos we saw of the first incident showed the effect of a massive explosion.
SOLA/CZV has been making SIP at multiple sites around the world for over 28 years now, without injuring anyone or causing major damage. Recorded below are a couple of major incidents mainly with the storage, especially with bought-in premix catalyst, but only one serious incident occurred during the manufacture (in Wexford, Ireland) that was resolved without injury or damage. So, whichever way you look at it, SOLA’s safety record with the manufacture of SIP is excellent.
In-house SIP manufacture gave SOLA the ability to set-up significant lens casting sites in relatively remote locations (e.g. Brazil and Venezuela) and has also saved SOLA/CZV well over US$24 million (manufactured standard cost vs. purchased cost). This calculation has some error as it was not possible to purchase catalyst at some sites so a very conservative saving was estimated.
In the very early days of SOLA, making or procuring catalyst (at that time IPP) was one of the factors restricting the development of CR-39 lens production around the world. SOLA in Australia originally developed the skill, with the help of Tom Kuruesev and Harold Rodda from The University of Adelaide to make IPP on a small lab scale. Refer pages 7 and 8 of Breaking the Mold. Another problem was the sourcing of a key raw material IPCF which is toxic, lacromolatery and unstable at ambient temperature. There are only a few manufacturers of IPCF in the world as its chemistry is phosgene based (phosgene was one of the main deadly gases used during the First World War). PPG supplied SOLA but there were often problems with transporting IPCF from Barberton Ohio, USA to Adelaide, Australia.
Finally, SOLA in Australia was able to source IPP from Interox in Sydney. It was transported packed in dry ice by truck to Adelaide. This solved the supply/capacity problem but created other problems, namely cost and to a lesser extent quality. Interox realised that they had a “captive market” and continually raised the price of their IPP to such an extent that Noel Roscrow and Ron Ewer realised they had to find a way to make IPP on a production scale in-house. Fortunately they were able to find a disgruntled ex-Interox employee, Peter Hutchinson, who understood the manufacturing technology. Peter originally offered to teach SOLA how to make IPP for nothing – he was so pissed off with Interox, but his business partner at Alpha Chemicals, Tom Rice, realised there was a quid to be made and SOLA ended up paying for the technology. It turned out to be money very well spent.
What eventuated was that Peter designed all the manufacturing plant and equipment for the Lonsdale, Adelaide site and taught Bob Sothman and Robert A Digiusto the fundamentals of IPP manufacture. Part way through this process, an Akzo patent was published. This patent described a slightly different chemical to IPP (di isopropyl peroxydicarbonate) namely secondary butyl isopropyl peroxydicarbonate, subsequently called SIP by SOLA and when eventually manufactured by Akzo, Triganox ADC. SIP was effective at curing CR-39 and had one distinct advantage over IPP; it was a liquid down to about -60C while the melting point of IPP was +8C, i.e. it was solid below +8C. Now the SADT (Self Accelerating Decomposition Temperature) for IPP is 0C and for SIP is 4C. Thus, just above 0C IPP will slowly decompose and when it decomposes it gives out heat which causes faster decomposition and more heat and then faster decomposition and more heat until an explosion can occur. So you can see that, as IPP had to be made in the liquid phase, it had to be made above its melting point of +8C, which is above its SADT. Thus it is always in an unstable state during manufacture (decomposing slowly) with the added complication that the reaction is very exothermic (i.e. generates a lot of heat) so excellent cooling was required and there is only a very fine line (temperature range) that IPP can be made safely. Runaway reactions were not uncommon during the very early days of lab scale manufacture in SOLA Australia. A runaway reaction had to be immediately ‘dumped’ before it could explode. However SIP could be made at a lower temperature, as it was a liquid. This single fact increased the safety of SIP manufacture over IPP manufacture by an order of magnitude and undoubtedly contributed to SOLA’s good safety record during manufacture. Another advantage of SIP was that it could be easily dried. At the end of the manufacturing process, SIP is cooled to -20C where all the water became ice and is easily filtered out. As IPP is a solid at a safe temperature, it is always contaminated with water/ice. (Water affects the curing of CR-39.)
Thus, part way through construction of the IPP plant, the decision was made to change to SIP. With Peter’s support, Bob Sothman and Robert Digiusto undertook a wide range of experiments to fully understand the new chemistry. This resulted in Australian Patent application (reference number 72066/81 dated 23 June 1981). Changes to the equipment, especially to the drying and bottling areas, were required and experiments were conducted so the bottling design could be optimized.
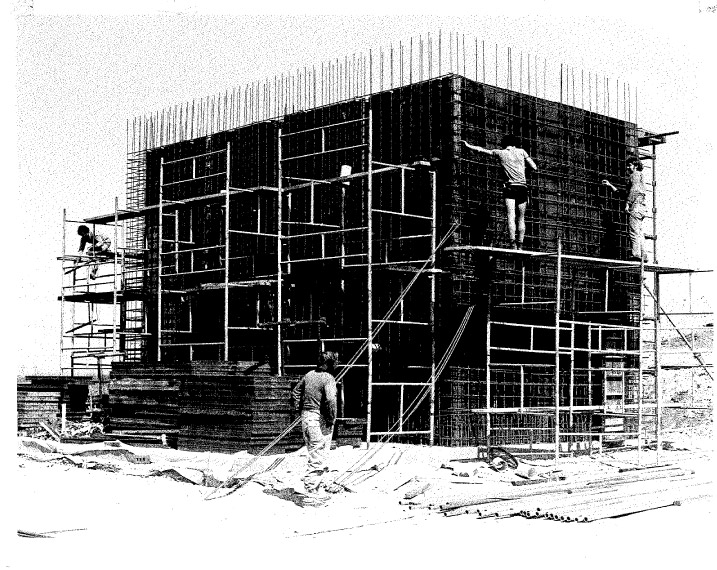
Manufacturing process
SIP (and IPP) is made in a unique structure and equipment typically used for manufacturing explosives. The principle is that SIP is made remotely in a 3-sided heavily reinforced cell with the 4th side a flimsy “blast” wall with a mound of dirt immediately adjacent to direct the force of any explosion up and away from the operators who are protected in an enclosure on the opposite side of the cell to the blast wall. The roof of the cell is also heavily reinforced. On the roof is a large storage of water, so that the equipment in the cell can be flooded (so all the chemicals are ‘diluted’ and flushed to the effluent pit) if an over-temperature problem occurs. The reaction is carried out remotely with the operators protected from the reaction during the manufacture. The SIP cell in Adelaide was designed to withstand an explosion of 30 kg of TNT 2 metres from a reinforced cell wall.
The first batch of SIP was made on the Lonsdale site on 23rd September 1981 and production continued until 16th June 2008 when CR-39 casting ceased shortly thereafter. During that 27 year time period, 262,502 kg of SIP were made, without any major safety or quality problems – a truly impressive record due in no small part to the dedication over the years of David Stone. The personnel at batch one were Peter Hutchinson, Bob Sothman, Robert Digiusto, Terry Kent and David Stone. David Stone remained a SIP plant operator throughout the entire 27 year period and his attention to detail and ability to rigorously follow procedures remained impeccable during the entire period.
What happened at the other SOLA sites was as follows:-
IPP could be legally sent by land transport but not by sea. Thus when the CR-39 lens factory at Castilliogne Olona, Italy was setup, IPP could be sourced from Akzo in Holland. At start-up, the Sunnyvale/Petaluma, USA plant and the Tijuana, Mexico plant initially sourced IPP from PPG in Barberton and then an NS10 premix from Akzo in Pasadena, Texas. The Tijuana Mexico plant subsequently switched to NS60 (60% Triganox ADC in monomer) when it became available from Akzo.
When the Brazil plant was setup there was no IPP available for purchase so the Australian lab scale IPP process was used but the small volume able to be produced limited the casting plant size. The first SOLA SIP plant outside Australia was set-up in Brazil in 1983. It was based on a 20 kg batch size compared with the 80 kg batch size of the Australian plant. The reduced scale had significant advantages; the most important was that the complicated remote bottling could be avoided. Bottling was done inside the reactor cell once the SIP was cooled to -20C, its safe storage temperature. All subsequent SOLA SIP plants (Wexford, Ireland in 1985 and Villa de Cura, Venezuela in 1997) were based on the 20 kg batch size. The Guangzhou, China factory was laid out so that a SIP plant could be built at a later stage. This never eventuated as, although savings would have been possible even after Akzo reduced the price significantly, the required Capex was spent on other projects and Akzo continued to supply the SOLA factory with NS10 and subsequently NS27 from its factory near Beijing.
The factories in Birmingham, UK (Cast-to-Rx) and Chung Li, Taiwan used NS10.
Incidents
The only significant incident during the 27+ years of SIP manufacture occurred in Wexford, Ireland. Not one but two serious mistakes were made by the operators on that fateful day. If only one mistake had been made, the incident would not have occurred. The first mistake was that the wrong chemicals were used (two lots of IPCF instead of one lot of IPCF and one lot of SBCF were added to the reactor vessel). This meant that IPP instead of SIP was made. This first mistake would not have been a problem if correct procedures were then followed. The second mistake was that the results of the chemical analysis taken at the end of the reaction were disregarded (or the analysis was not done) and the IPP was transferred to the cooling/drying vessel. Thus the pipe work and cooling/drying vessel became clogged with solid IPP. Note that the standard procedure is that at the end of the reaction, a chemical analysis is conducted to ensure that the SIP is in specification and the quality is good. If it is not within specification (as would have been the case in this incident) there are clear procedures in place to get the product in specification, while it is still in a safe situation in the reactor vessel, by adding more of certain reactants, etc or if this fails, to dump the entire reaction to the effluent pit where it can be treated to render it safe. So for some unknown reason on that fateful day, the results of the chemical analysis taken at the end of the reaction were disregarded, or not done, and solid IPP ended up in the pipe work and cooling/drying vessel.
Now this was a big problem. The IPP had to be warmed to make it a liquid so it could be removed from the pipe work – but if warmed up too much or too quickly it could explode. To complicate matters, all the SIP manufacturing equipment was setup to cool the reactants not to heat them. There was no facility at all to heat any of the equipment in the SIP cell. All the factory employees (some 250) were sent home for the day while key SADC personnel, Pearce Moroney, Paraic Begley and Barry Dolan with help from Bob Sothman in Australia, who was on the phone from 1.00 am to 5.00 am, worked out a solution. The key breakthrough came when Barry Dolan managed to rig a steam pipe into the emergency floodwater on the roof of the cell to heat this water to a temperature just above the melting point of IPP. Water was then flushed through the cooling vessel until the IPP there melted and was flushed to drain. Then the pipe work between the reactor vessel and drying vessel was similarly treated until, after several hours, all the IPP ended up in the effluent pit where it was decomposed safely. So the incident was satisfactorily resolved without injury or damage - and changes to the standard procedures were subsequently implemented.
All the other incidents were in the storage of SIP (one in Ireland and two in Brazil) or with the storage of premix (one in the Cast-to-Rx facility in Birmingham, UK where one person was hospitalised due to toxic fume inhalation from the decomposing premix and two in Mexico where some damage to the storage facility resulted from decomposing premix) but fortunately no one was injured. Note that the storage (equipment and procedures) was based on advice from premix supplier, Akzo and IPP supplier PPG.
Of the 2 major organic peroxide manufacturers/suppliers to the ophthalmic industry, Akzo and PPG, Akzo was by far the most successful in capturing the CR-39 catalyst market. PPG decided to only supply neat (100%) IPP while Akzo eventually produced premix e.g. NS10 (a mixture of 10% IPP in CR-39 or equivalent monomer) and subsequently NS60 (a mixture of 60% Triganox ADC, i.e. SIP, in CR-39 or equivalent monomer). Premix is still dangerous if not handled correctly but has the advantage that it won’t explode and thus can legally be transported by ship.
In some ways Akzo did SOLA a great disservice as they made it much easier for SOLA’s competitors, especially small casters in Asia, to start making CR-39 lenses as there was now a ready supply of good quality catalyst available worldwide.
Currently, the only remaining functioning CZV SIP plant is in Brazil. This site has made more SIP than any other site (due mainly to the enormous volumes of plano lenses made there over the years). The new management in Brazil understands the simple basics of SIP manufacture, storage and handling and thus are in a position to ensure SOLA/CZV’s excellent safety record continues.





Early Casting and Coating Technology Advances developed by SOLA USA Bob Sothman
1. OSI (Open - Shut - Inspect), according to the Rob Linn interviews, was developed in Petaluma by Tom Balch and Russell Evans to overcome the problem with the toxic solvents that were used to clean the molds (refer section ground water contamination for additional problems caused by the solvents)
Tom Balch notes:
The casting process as it was given to SOLA USA was - open the molds, remove the lens, put the molds in what was called sonic trays, feed them down a conveyor into a twelve stage ultrasonic cleaning bath and then back into a clean room where they were re-assembled again. You were taking a clean mold, contaminating it and then re-clean it and get it back into the system.
OSI took the molds and put them back together immediately after opening and removing the lens as they were the cleanest ever possible at that stage.
Another advantage of OSI was that it reduced mold loss. With the ultrasonic cleaner, every now and again if air was lost to the ultrasonic or there was a problem, you could be anywhere in the building and hear this crash and knew what it was. The sonic had given way, the arms open up, and molds had gone everywhere.
Tom Balch and Russell Evans were able to get the process such that the same person opened, reassembled the molds and inspected the lens. It got the cost down, chemicals out of the process, improved productivity significantly and the operators were happy. And it gave SOLA a very competitive manufacturing process.
It is reported that Essilor was impressed with the OSI process that they saw in minute detail during the OMIL debacle (refer section ‘Indian Joint Venture’ for detail on OLMIL).
2. Screw Brush Washer (SBW) was another major breakthrough. SOLA USA eventually setup their factory in Petaluma, just north of San Francisco. Petaluma was then ‘The chicken capital of the world’. The standard method of cleaning delicate eggs was via a long screw that gently fed the eggs past a brush and water jets that cleaned the eggs without breaking them. Roger Goodale, whose father was a poultry farmer, suggested to Tom Balch that this “egg cleaning process” could be adapted to clean delicate mold assemblies after the gasket had been removed and before presenting them to the clean OSI room to be opened. Tom was instrumental in making it happen. SWBs became a key component that contributed to the success of the OSI process.
3. SOLA 4 Gasket Material
The three fundamental components for casting a CR-39 lens are monomer, molds and gaskets. SOLA USA was instrumental in getting a Swedish company, Asea Kabel, to develop a gasket material named SOLA 4 that ended up being used in all SOLA casting sites for many years. The key advantage of SOLA 4 was that it was recyclable. SOLA 4 gaskets could be injection molded, used once to make a lens and then regranulated, washed clean of any CR-39 contamination and remolded again and again and again. Thus the material cost of a gasket became negligible.
For many years virtually no other material that had the recyclable properties of SOLA 4 was known. The makers of SOLA 4 were so impressed with the recyclability of their material that they undertook research into understanding why. They even wanted to publish a scientific paper jointly with SOLA explaining the reasons for its unique properties. However SOLA declined, mainly to avoid the unique material properties becoming known to its competitors.
4. Spin Coating
The traditional method of applying an abrasion resistant coating to parts such as lenses was by dip coating. Petaluma developed a very successful alternate method of applying the coating, viz a spin coating process where a small amount of hard coating resin was applied to the lens which was then spun to spread the coating evenly over the surface before curing either by heat or UV.
Spin coating was able to apply a more uniform coating to the lens than dip coating. A high pressure water scrub system was used to clean the lens before the coating was applied whereas the dip coating process used ultrasonic cleaning. Spin coating worked well for both finished and semi-finished lenses but was particularly suitable for coating the front side only of semi-finished blanks whereas dip coating applied the coating to all surfaces.
Petaluma designed and built spin coating machines that ended up in most SOLA manufacturing sites around the world.
5. Later Developments
SOLA USA produced many technical achievements such as:
- Polycarbonate Supermods (according to some, one of the best inventions SOUSA ever made given the flexibility of it)
- Polycarbonate Automods
- Spectralite Transitions
- 1mm AR Spectralite - could meets the drop ball impact test
Currently, the background behind many of these successes remains largely untold.
Supply Chain Barry Packham
During the crisis of 2000 it became clear that in addition to the pressing issues of refinancing and profitability, those of cash flow and customer service needed equally urgent attention. Apart from tightening receivables to bring in cash earlier and deferring Capex and all discretionary spending, the biggest single source of cash was in managing inventories much more effectively – to have the right lens in the store at the right time, no more but no less rather than a couple of million of the wrong lenses sitting there for years. Achieving this goal would simultaneously achieve the customer service delivery goal – the right lens in store at the time that the customer wants it. In mid-2000 SOLA was losing major customers due to very poor delivery service. SOLA lost millions in sales due to stock outs, poor service – it was a nightmare and people like John Rosser in the UK plotted every day their lost sales as a consequence of no service; SOLA actually dropped more in sales than it gained. All of the 18 SOLA factories were running enormous back order lists while we were holding more lenses in inventory than in the whole history of SOLA – unfortunately mostly the wrong lenses.
The cash flow and customer service repair jobs became part of the overall Global Operations restructuring and improvement program. Supply chain functions were formalized where they were not previously recognised, and a complete review of the process of forecasting and inventory management undertaken, as well as installing shop floor systems to ensure that only lenses ordered were made. A list of KPIs for each factory and distribution centre was developed and rigorously monitored. Key participants in this program were Paraic Begley, Kym Gibbons, Debbie Wheeler, Joyce Mauniak, Jonathan Deeds, Mike McKeough, David Sinnott, Barry Sheridan, Jorge Mario and David Cross.
The achievement of significant improvements lagged the manufacturing rationalization successes, becoming more pronounced in the second year of the program, 2002. By that time North American supply chain was recognised by the market as at the leading edge of delivery service, receiving formal acknowledgements from both Luxottica and Wal*Mart, as well as the legion of smaller chain retailers and independent labs. Similar performance followed in Latin America, Europe and lastly Asia Pacific. Following the successful overhaul of global manufacturing and supply chain however it was decided to revert to a fully regional model in April 2004, after which many of the hard won gains of the Global Operations period gradually faded away. The lesson from these restructurings being that a global operations / regional commercial structure was / is perhaps the optimal structure for a global ophthalmics business in the contemporary business and technological environment. A further key learning was the importance of managerial discipline and regular reporting on KPIs.
DEMING/SPC Implementation at SOLA: Never a Fad but a Real Success Story Robin Barlow
SOLA’s history has been very evolutionary and fuelled by spectacular growth, domestic and export-driven. Quality control in the 1980’s was very traditional: one department would manufacture each intermediate stage of the product, the “QA” department would inspect it. There was no drive to AS1822 or AS3902, mainly because there was seen to be little benefit and no demands by customers. Like many companies of the era, SOLA did indeed dabble in “quality improvement”. The formula was fairly standard: hire a consulting firm, do some initial training, select facilitators, train them, set up quality circles, set some goals, send a senior manager on a study tour of Japan, and train large numbers in quality improvement. But, like so many companies who did the same,…..there were little sustainable results to show for it and the effort soon fell by the wayside. In fact, SOLA USA spent many more dollars before suddenly deciding to cancel any further investment because of the lack of demonstrable success. TQM and the like soon got branded with a very negative image, nothing but a big waste of money. Worse still, any serious effort at improving quality through “the latest quality improvement tools” soon met with cynical resistance because of the connotation that these were just “more of the same fads just rebranded by some consultants who wanted to extract a few more dollars”.
What Went Wrong
In SOLA Australia’s case, with the benefit of hindsight, the reasons for failure were numerous and start to resemble Deming thinking, or rather, the lack thereof:
- Lack of true understanding of systems thinking
- Training was text-book driven and examples bore little real-life connection to situations at SOLA
- Tools were forced into situations without a true understanding of their philosophy and limitations
- No understanding of stable and unstable processes
- Lack of constancy of purpose by senior management
- Like many who went to Japan to discover why the Japanese were so successful – too much was focussed on which tool was the best, forgetting that without any real understanding of systems and philosophy, they were of very limited use
Forestalling the Day of Reckoning
By the early 1990’s, SOLA Australia’s manufacturing costs were starting to hurt. Fortunately, several years earlier, John Bastian, the company’s Managing Director since the mid 1980’s, saw that the Australian operations needed a strong competitive advantage to compete with the emergence of other lower labour cost competitors, including SOLA’s own sister sites. That niche was superior customer service by local presence and getting really close to customers through an intimate understanding of their needs and by shortening lead times. In fact, SOLA’s worldwide philosophy of running its regional sites was to give responsibility to local people. This means that, contrary to SOLA’s competitors who generally staff their regional offices with expatriates, or only send visiting sales reps into the field a few times a year, by SOLA having locals running their sites and local sales offices means a much greater understanding of the customers’ needs. This enables SOLA to compete with powerful brand names like Seiko, Nikon and Asahi Pentax who may have the name but are not always in touch with local needs.
Customer service is easier to deliver if the factory can be flexible and responsive to changing customer needs. It is not uncommon to jerk production schedules around to be able to maintain changing customer service needs. This rapid supplier response has allowed customers to minimise stock holdings thus keeping customers’ working capital down. Other competitors have not had the flexibility to provide this service so must compete on price.
Superior customer service at all costs has indeed minimised the impact of SOLA Australia’s manufacturing costs. In fact, without this competitive advantage, SOLA Australia may not have continued in its current form.
The price of SOLA’s lenses is of course a function of manufacturing costs and manufacturing wastage is absorbed into these costs. In 1992, production variances were negative and were running at several hundred thousand dollars per month. It was a time for drastic action to stem such losses and traditional reactive responses to the causes of such sick production variances were not effective. Something needed to happen but no-one was sure what.
The Awakening
It was about this time that one of the production managers, Gerry Loots, was perplexed by why lens inspectors were seemingly inconsistent whenever they inspected a batch of lenses to remove defectives. This resulted in yields seemingly being quite variable and not predictable.
Lens manufacture is a casting process. Lenses are manufactured by squirting some liquid monomer between two glass molds (in the required shape of the lens) that are held the required distance apart by a rubberised gasket tube wrapped around the molds. The monomer is then allowed to “set” between the molds, the gasket stripped off and the glass molds peeled away to free the hardened lens. The person who does this must carefully remove the molds without damaging them, since they are expensive, and inspect the lens to check for any optical defects. Since the lens is chemically cured and therefore cannot be reworked, any defect found that is worse that the allowable limit will result in the lens being scrapped, thus lowering the batch yield.
What was perplexing Gerry was the fact that inspectors were not being consistent. To illustrate this observation, he set up a trial with 20 lenses. One lens inspector was asked to inspect this batch of 20, unbeknownst that it was a trial. She removed say 3 lenses as defectives. Gerry set aside the remaining 17 lenses and sometime later gave them back to the same inspector to “inspect”. Surprisingly, the inspector removed another two lenses. This continued over several months and each time the inspector unwittingly “defected” lenses that previously were acceptable to her. Further, a different inspector would provide a different result. Gerry raised this experiment with the CSIRO and asked for their advice on how to interpret such variation. They weren’t able to offer anything definitive but suggested he read a book by John McConnell called “Safer than a known way”. This book contained a discussion of Deming’s 14 Points plus some interpretation of Deming’s Red Bead Experiment and an understanding behind the statistics of variation and the pointlessness of trying to get workers to be accountable for normal variation when 85% of it is outside of their control.
This book switched on the light for a number of SOLA’s Executive Team, particularly Gerry Loots and Geoff Ward, SOLA’s Manufacturing Manager, who contacted the author and invited him to present to the Executive. John McConnell is a Deming and Shewhart disciple based in Queensland. He consults with a number of companies in Australia and some large US companies. Some of his teachings are:
- Seven points define a system. This means that no-one should react to a single dot on a control chart until there are enough other dots to understand what is normal variation and what is not. This is the basis behind Shewhart control charts.
- About 85% of problems are caused by your (i.e. management’s) system, the other 15% possibly by the workers, not the other way around! Too often whenever anything goes wrong, blame is automatically shot home to the “dumb” worker for screwing up until it is realised that they are just a part of the system that you have defined for them! Only Management can fix the system.
- No matter what, about half of your employees will be above average, and about half will be below average. The sooner you realise that there is nothing you can do about it and behave accordingly, the better.
- “What is it that great men and women do?…………PLOT DOTS!”
- In God we trust….all others must have data.
These last two points just point out the importance that opinion is fine but won’t be respected unless it is supported by data. A variation on this became one of Geoff Ward’s favourite quotes:
“I value your opinion, but show me your data.”
- Geoff Ward
And: Dr Deming’s 14 Points:
- Create Constancy of Purpose for the Improvement of Product and Service
- Adopt the New Philosophy
- Cease Dependence on Mass Inspection
- End the Practice of Awarding Business on Price Tag Alone
- Improve Constantly and Forever the System of Production and Service
- Institute Training and Retraining
- Institute Leadership
- Drive Out Fear
- Break Down Barriers Between Staff Areas
- Eliminate Slogans, Exhortations, and Targets for the Workforce
- Eliminate Numerical Quotas
- Remove Barriers to Pride of Workmanship
- Institute a Vigorous Program of Education and Retraining
- Take Action to Accomplish the Transformation (and)
- Have Fun! (subsequently added to the original 14 Points!)
Following McConnell’s presentation, Geoff Ward decided to extend this training to all his production leaders and to his general staff. In fact, this training has continued many times over such that every SOLA employee will have attended a three-day McConnell course in due course. John McConnell is a powerful and controversial presenter, much unlike the run-of-the-mill mainstream quality consultant. A key outcome of the course is the ability to draw and interpret Shewhart control charts.
When I joined SOLA, I was pleasantly surprised that the use of control charts was so widespread and so obviously part of the culture. Unlike some other companies that had implemented statistical process control, these charts were driven by production personnel, not by the quality department. So often when I have visited other companies, the Quality Manager’s office would be decorated with a whole range of charts but on the shop floor, they would be conspicuous by their absence or at best, only begrudgingly used by the Production Supervisor.
In SOLA, each production department has improvement teams whose goal was to reduce cost by reducing variation. The specifics of what they did was left up to each work group but through strict adoption of the McConnell/Deming teachings, they at least had a methodology that worked.
One significant about-face was Geoff Ward’s own admission that the way SOLA had traditionally managed its people was wrong. Passionate adoption of Deming’s 14 points would become the new way and he told his people that this would be the new way. Gone was the focus on throughput, variances and quotas, rewarding or punishing operators for things largely outside of their control, and countless knee-jerk corrections to what we soon understood was really just a stable system. This took the strongest nerve. Whenever there was a “bad production day”, the natural tendency was to blame someone for stuffing up or not doing their job properly, or we would set up complicated additional controls or tamper with the process. With the new philosophy came a new way of thinking. With an understanding of variation, the first thing to do is understand from control charts, whether the system is stable or not. If not, the focus is on reducing sources of variation through trial and error by not reacting to any change unless a step-change on the control chart can be demonstrated after seven days.
One other change that was made was to transfer responsibility for QA inspection of lenses from the QA Department, to the Production Departments. This would engender ownership of quality and would cut down on work-in-progress, cycle times in moving lenses on to their next stage of the process, and shortening the feedback loop whenever there was a quality problem.
The Payoff
The introduction of Deming in 1992/3 was initially slow to deliver any tangible change in production variances and at the time, it was very much a case of constancy of purpose in sticking to the disciplines being taught. It would have been easy to abandon disciplined monitoring of processes to establish stability rather than knee-jerk tampering in the hope of quick fixes. Rather, Geoff Ward and the rest of the team held their nerve. Eventually, about 6 months later, some positive gains started to materialise. Soon, much “low hanging fruit” was identified as improvement opportunities and the momentum started to build.
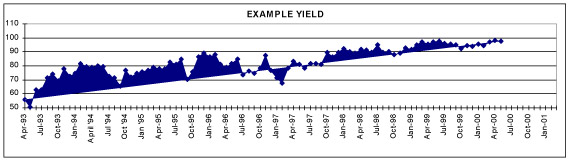
The above chart shows yield in a particular department over the period from April 93 to May 00. Yields have trended upwards from a dismal 50% up to around 96%. Not all areas have shown spectacular improvements such as this since some products and processes are quite mature. However, when mature processes suffer adverse process variations, Deming disciplines have proven a solid foundation to expedite recovery.
Similarly, minimising and standardising mold handling techniques has seen the life of molds in some processes increase ten times before being replaced. This is a key performance indicator because mold cost is a key cost driver for lenses.
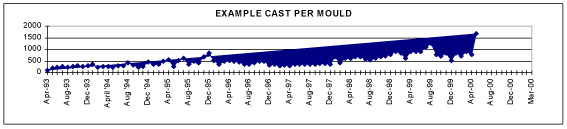
Like most organisations, people have either moved on or changed positions over the last 7 years and some Group restructuring has taken place. A testament to the durability of the Deming culture despite management changes is the fact that it is as strong as ever, almost to the point of being taken for granted. Manufacturing’s new Vice President, Jon Westover, has engendered strong support for the Deming philosophy and other business-strengthening tools to take SOLA to the next level. These include adoption of Shainin’s Design of Experiments Tools, process FMEA’s, formal project management methods, qualification/validation disciplines in process changes, and progressively ISO9001 elements to standardise the system for achieving the above whilst remaining responsive to the changing business environment.
A Summary of the Key Success Factors
Some of the key foundations of SOLA’s success:
- Everyone eventually attended a McConnell Course and was also given the opportunity to attend either a 3 day or 1-2 day refresher course.
- Computer-generated control charts were forbidden – not because SOLA didn’t accept technology but because there was too much danger that people would lose the understanding and skills at preparing and interpreting sensibly.
- Everyone must prepare a control chart after attending a McConnell course, whether you practice plotting shoe sizes or lens defects was not important.
- Above all, resist the temptation to react to a trial’s results until you had seven dots on a control chart. Don’t believe something has worked well or gone off the rails until you had seven dots that enable you to draw this conclusion. THIS TAKES NERVE AND DISCIPLINE.
- Everybody lived by the rule that opinions were fine but they must never take precedence over data, regardless of how loud that person protested or believed they were right! (“I value your opinion, but show me your data.”) Opinions were fine if you we stuck for what to do next but they must be proven or otherwise by collecting data, NEVER ACCEPTED AT FACE VALUE.
- The golden rule in control charts was to FIRST get the process into a state of statistical control (it didn’t matter if it was producing stable garbage) by reducing special cause variation, THEN work on reducing variation of common causes. Changes to the system could only be shown to be conclusive when you could show seven dots below or above the process’s centre line that showed that the process has indeed changed. This was called a Step Change.
- In finance, as in process control, it was dumb to react to monthly variances, especially when the system was in a state of statistical control. (Unfortunately, not everyone in SOLA was a convert to this way of thinking. We still had some education to do!)
- Production Teams were regularly challenged by their Production Managers to keep relentless questing for improvements regardless of how small. People maintaining control charts religiously annotate their charts with every event that happened in their department just in case there was a correlation with movement on the control charts that made troubleshooting easier.
- Every week, Production Teams did a presentation to all Operations Managers on their charts and what improvements and trials they were making in their processes.
- Production Departments have been reorganised such that Production Managers were totally accountable for all steps in their process by having all process departments reporting to them; ie the “Factory within a Factory” concept. This encouraged total control of the process cycle to optimise yield into store rather than the previous practice of optimising one department to the detriment of another.
- It soon became apparent that a useful rule-of-thumb in SOLA’s case was: 10% of labour costs was equivalent to about 1% yield change and this was equivalent to each 0.1% of mold damage. Hence, any improvement that saved say 3% labour but resulted in an increase to mold damage of 0.1% was thrown out as not being a total saving. The focus for improvement teams therefore was biased towards mold damage reduction, then yield, then hours per thousand (or labour efficiency). Volume throughput, and budget variances were never focused on as a performance indicator (like it used to be in the bad old days.)
- Encourage staff to focus on reducing variation FIRST; everything else would look after itself if this one rule was followed.
Conclusion
Like many processes in other organizations, SOLA’s process of casting an optically acceptable lens from two glass molds and some runny liquid was a finely balanced process, extremely susceptible to going off the rails if undue variation in conditions creeps in. Believe me, it didn’t take much to upset yields. In recent times, SOLA has developed more complex monomers, advanced lens designs and superior manufacturing technology to deliver higher performance lenses. That has tested our ability to control variation since such lenses were less tolerant to process variation than traditional CR-39 lenses. Without Deming and systems thinking, I doubt whether we could have achieved the efficiencies and speed of troubleshooting that are now well entrenched in our operations.
Metamorphosis at SOLA Optical Australia Geoff Ward
SOLA Optical Australia was transformed from a troubled operation to one that had become the benchmark in only two to three years. It clearly demonstrates that rapid improvement is possible, if we know how.
DISCOVERING QUALITY
Like many other companies, SOLA Optical Australia became aware of the “quality movement” in the mid eighties. We decided to join the throng, impressed by the achievements of some companies that had embraced a quality improvement approach. We hired a consulting firm, conducted some initial training, selected facilitators, and went through the “train the trainers” phase. I went on a study tour of Japan. Large numbers of people were then trained in quality improvement. A heavy emphasis was placed on training in statistical methods. Quality circles were formed; goals were set and…not much of any worth happened.
In retrospect, it is easy to see that we were doomed to fail from the outset. We had acquired some statistical tools and techniques, but many of them were the wrong tools. Also, we had not appreciated the impact that a profound understanding of variation, empowerment and systems thinking should have on management philosophy. Our quality improvement initiative, like the fabled old soldier, faded away.
Discovering Deming
Not a lot changed by mid 1992. The manufacturing leg of SOLA Optical Australia had costs that were too high and a product quality that simply wasn’t good enough. We were always under pressure from sister companies who could make similar products much more cheaply. During the mid 1980s we had begun a major program to focus the entire company on customer service. We saw this as a major competitive advantage. The program was very successful and we changed the culture to one of “excellence in service”, at all costs. It was this culture of customer service that allowed us to continue to compete. Even though our manufactured cost was higher, our service was second to none.
Throughout the latter part of 1992 we were looking for something different, but we were not sure what that “thing” was. If we continued to manufacture the way we were, sooner or later the product we were making would probably have been sent off shore to a cheaper site. The responsibility to over 400 people who worked for me in the factory was a major spur to action. They would have found themselves out of work if another Australian factory were tossed onto the scrap heap. I realised if we kept doing the same thing tomorrow as we were doing today and expected the results to be different, we were in fact being quite foolish. We had to change something. What that something was, I was yet to understand.
It was about this time that one of my colleagues, Gerry Loots, was struggling with the problem of how to get a meaningful measure on a number of operators doing the same job but delivering significantly different results. Gerry was struggling with the question of, “how do I measure the difference and know it means something?” Incidentally, we were using the traditional measures of deviation from average. If you were in the top half, you were OK, if you were in the bottom half you were doing “bad work”. We had yet to understand the meaning of variation.
Previously, Gerry had been working on another assignment with the statistical department at the CSIRO, so he asked them if they could help. Posed with this problem they couldn’t offer too much advice other than, “Have a read of this book”. The book was Safer Than A Known Way.
Giving it to me the next day he said: “You have to read this, the answer’s in the Red Beads experiment!” Subsequently, a number of the executive team read the book. The penny dropped with the chapter on the Red Beads. We thought we were onto something. We invited the author, John McConnell, to come and talk with a few senior executives. The rest, as they say, is history. We ran a two-day briefing for the senior managers. We got the message and we got mobile.
The executive briefing was a watershed for me. It changed the way I thought about both manufacturing and management. Following these realisations, and some more training, I sat down with my three senior production managers. We set about working out what was next. We knew we were on to something, but needed a practical methodology.
Inventing the “How To”
The approach we chose was to re-invent our business around a single aim, to reduce variation, with four limiting conditions. These conditions were: a process based, customer focused approach; the teams were to be multi-disciplinary; our people and their ideas would be valued, and the American axiom, “In God we trust - all others must have data”. All this is easy to say, but a lot tougher to make happen on a daily basis.
It was now we developed the idea of the process linked work groups concept, and a process based common objective. In effect, we largely replaced the traditional hierarchy with process leaders who manage the entire process, regardless of the functional groupings. Nowadays people in the factory find it difficult to imagine doing business any other way, but it certainly was cutting edge stuff at the time.
For example, lens casting and coating were once managed within separate departments. Now, the process managers own and manage both these elements, and others, that once were grouped functionally.
The process leaders and their teams are pretty much free to do what they think is right, providing they meet the aim and the limiting conditions. Like other companies, we knew that empowerment of our people was likely a good thing, but until we arrived at a structure that made it happen, empowerment was little more than a nice word. Well over half of our considerable improvements can be traced to ideas from, and
work done by, our front line employees and their supervisors. However, little would have changed without the initial management re-design of the business.
Also, we found that there were a lot of “knowns” in the business that, when tested in data, turned out to be little more than voodoo and black magic. Remember, we are not talking about a backyard business here. SOLA Optical Australia is the record holder for export awards, and was profitable even before the changes. All businesses contain what they believe to be fundamental truths, but many of these do not stand up to close, data based scrutiny. Sometimes, these “truths” are a significant roadblock in the path of progress.
Whenever I talk to managers from other businesses about our success at SOLA, I emphasise the 85/15 Juran rule. Generally, they nod in agreement, but usually I am left wondering if they really appreciate that their problems are seldom in the work force. This quality stuff is tough for managers, because it places the responsibility for improvement squarely on our shoulders.
New Structures
When you decide to manage your business differently, you find there are a bunch of structures that were built around the old way that just don’t fit any more. One example is measuring variance from budget and explaining these variances. Looking for the cause of a variance in a stable system seems absurd now, but even when we figured out how silly this practice is, it was the system we had in place at the time.
You, like us, will discover that replacing these old structures with those that are in line with the new philosophy is an early priority. Also, we were organised as little companies within a company. Departments and sections had their own agendas: to meet budget. The “Damn you Jack, I’m all right” mentality towards sharing resources was rampant. This too, had to be changed.
We had pay and skill levels that depended on operators achieving X yield or Y volume in a process we now saw they had little control over. We are intelligent managers and at the time these measures actually made sense. In the new paradigm, with new knowledge about systems and variation, they’re just plain dumb and need changing.
We set about restructuring. We set up process linked work groups with cross-functional resources. We defined the objective: reduce cost of goods, by reducing variation. In retrospect it is clear that a significant part of our success was due to everyone in the process having the same aim.
Under our old structures, department and section heads were all in pursuit of their own objectives. We didn’t realise it at the time, but this turned out to be a great way to hamstring systems thinking and a process approach.
Moreover, we didn’t try to define the actual problems to be solved in manufacturing. That was a job for the work groups. The old targets and goals were replaced with the uniform aim. That’s not to say that we no longer cared about yield, mold damage, work-in-progress/inventory or labour productivity. We did, but we were banking on the fact that reducing variation would solve, or help to solve, the problems we were having with those characteristics. Thankfully, it did.
We now had a simple objective everyone could understand and we set about training and team building like never before. At the time of writing well over three hundred of our people have been through a three day introductory course that is focused on our aim and limiting conditions.
The process linked work group concept we developed is relatively easy to comprehend, it’s much more difficult to get. We went through several iterations of different work groups. Some were successful early, some struggled for many months, but we always had the same objective and essentially the same structure.
Getting Started
Actually starting was simultaneously the hardest and easiest of things to do. Articulating the concepts and objectives was easy. Then came the tough part. I drew an imaginary line in the sand and said: “What was, is now in the past. Today is the start of a new way of doing things. The way I used to manage this factory cannot fit with my new beliefs. We will change”. This was not easy.
I found this needed an enormous leap of faith. I didn’t use those words then; I think I just knew it was right. I believed in the plan we had developed. I couldn’t know for sure whether it was going to work, and there wasn’t anybody to talk to about “it”. Even after many successful months, having work groups in all the major areas returning outstanding results, I still had many sleepless nights.
Along the way we have had a number of casualties. After explaining the concepts, the new rules if you like, I said to my management group: “We are all in the same boat, if it goes down we all have a problem. So, if it springs a leak, fix the leak, if you haven’t got a paddle, pick one up and start paddling!” At this stage I didn’t much care which way they paddled, so long as they did.
Over the past three years, the face of management within the factory has changed. A few managers and supervisors who either couldn’t or wouldn’t pick up a paddle or make the necessary changes have gone. You can’t move to the new paradigm and keep a foot in the old one. It’s all or nothing because in many respects the old and new paradigms are mutually exclusive.
Does it Make a Quid?
The ultimate test of any approach to management is in the financial results; does it make a quid? Our results are a testament to the fact that this paradigm does work. They’re not fuzzy. They’re very clear; stuff you can measure. Things like: yield increases of 10% to 15%; mold loss halved or better; improved labor productivity; reduced inventory and work-in-progress, and better quality. All these are hard measures and they have moved in the right direction to the tune of millions of dollars. In many characteristics, we have become the benchmark.
Other things are more difficult to measure, like morale and pride in work. Even though we don’t try to put hard measures on these aspects, we know they are greatly improved. SOLA Optical Australia provides plenty of hard work and challenges, but empowering our work force has paid off in human as well as financial terms.
Most of our processes are in control. When they do go off the rails, and that still happens occasionally, we are able to fix them much more quickly. We have a number of processes “by the throat”. In those, nothing much happens unless we want it to. We control the work. It doesn’t control us.
Where to next? More of the same; continue to work on the process; work to understand even more about it and spread these concepts even further throughout the organisation; promote innovation. Deming was correct. The process of improvement and innovation never ceases. We are in the P.D.S.A. Cycle, and plan to stay there.
Mold Making Bob Sothman, Mike McKeough
The early days

A key component of making plastic lenses was always the molds. In the early days it was a fundamental in-house technology, although these days there are a number of mold suppliers around the world. SOLA Australia insisted on keeping mold making in-house. SOLA Brazil was the only SOLA lens factory that was allowed to make some of their molds in-house. Initially all molds were made in Australia until, mainly for cost reasons, SOLA Singapore was set-up in 1975 as a site to make molds only.
Even today molds are not made in China for the SOLA/CZV lens factories. The inability to be allowed to make molds in the SOLA USA lens factory was a major friction between the Australians and the Americans in the early days.
As reported by Dean Sherry in section 5
“We did not entrust the total technology to them. They were absolutely breaking their backs to get hold of the mold making technology from SOLA Singapore. The number of times their production executives “bobbed up” in Singapore unexpectedly to visit the Singapore plant was rather curious. But our technology was safe with Chan Ngai Kong and Winston Chen”.
SOLA acquired other mold making sites, first with the Revlon acquisition (Colonial Heights, Eldon and Muskogee in the USA), followed by AO (Southbridge USA and Tijuana Mexico) and OEF (Miami USA) which made metal molds for polycarbonate.
Finally all mold making was consolidated in Tijuana Mexico. This had cost advantages but was a case of “putting all eggs in one basket” from a disaster minimization point of view.
Mold Making Australia (MMA) 1990 – 2008
Mike McKeough started in SOLA in Nov 1990 as manufacturing manager of MMA. Staff then was 75. Products were mostly progressives, cyls and multifocals. At that time, Singapore was making spheres, cyls and multifocals. Key personnel were Graham Reed, Glen Baker, Sue Shand and Chris Wassink.
MMA had the capability to make 10,000 molds/month and in the month of Jan 1991 only 400 molds were made. Consequently staff dropped from 75 to 25 most of whom were “absorbed” into SOLA Optical Australia.
MMA continued to go ‘feast or famine’ with respect to mold orders for many years. New products exasperated the problem creating a feast to get the initial mold sets out and when this was completed, generally the mold orders for that product would die. The time, normally up to 6 weeks, it took from receiving the mold order until the molds were actually received at the castings sites did not help.
The first new product was Matrix molds - this was a challenge working in conjunction with SOLA USA R&D. The specification of the curves was tighter than for normal molds (the combination of two wafers was used to make one lens). There was not a big call up of Matrix molds. All up, 4,000 Matrix molds were made.

Other new products were Spectralite and high index molds.
MMA was in the Horizon building a few blocks from the SOLA Australia manufacturing centre in Sherriffs Road, Lonsdale. The Horizon building was owned by Minda which looked after mentally retarded people. Initially Minda and SOLA workers were physically separated but gradually some of the Minda people were able to help SOLA to make molds. SOLA certainly met its social obligations.
In 1991/2 the emphasis shifted to yield improvement. Early on, the process was to start 3 progressive molds in the hope of getting one good one but really we could end up with one or two or three good ones. The yield loss was significant. Even with cyl molds yield was only 65%.
MMA was run as a profit centre, not a service centre. The molds were sold to the manufacturing sites ‘at full tote odds’. The profit went into the SOLA Optical Australian books. Progressive molds were sold at up to US$110.00 per mold even though the real cost of manufacture was ~$50.00. Transfer price became a hot topic!!
Mold Making Singapore
In 1991, even though both organizations were reporting to Colin Perrott, there was not a lot of cooperation between MMA and MMS which continued under the leadership of Chan Ngai Kong. Lionel Boh was the production manger. Boh and Mike would communicate by phone but there was not a lot of cross-fertilisation.
In 1995, Mike started working in Singapore after Boh went to manage the SOLA Taiwan lens manufacturing factory. After a short while, both mold making in Australia and Singapore reported to Barry Packham.
Singapore was made profitable and got out of back orders by multi-skilling soon after Mike took over. It took some time to get a local manager to run Singapore.

In 1998/9 the transfer of progressive mold manufacture from MMA to MMS started. $200,000 was spent in MMS, developing a new slumping room and a clean room. Most of the progressives were transferred; a doomsday capability (risk management) remained in Australia. MMS became good at making progressives but Chris Wassink and Graham Reed were retained to validate the quality.
In 1998 Peter Wu was recruited to be the manufacturing manager and took over from Mike McKeough.
Global coordination and the CCH (Central Clearing House)
In late 1991/2, there was mold making in Australia, Singapore and USA (Colonial Heights and Eldon).
Colin Perrott became interested in how to better coordinate the requirement for molds worldwide and how to manage the allocation process and coordinate the demand. Mike McKeough set up enormous spreadsheets which were populated with forecast data supplied by the casting sites. If there was more demand than capacity, an allocation process was used.
Initially it was very hard to gather the data and the process was of limited success.
However this process evolved into the CCH in 1994.
In May 1993, there was a mold making conference in Adelaide with all the mold making sites and all the quality or purchasing people for molds represented from all the sites. Barry Packham attended. This was the first time for such an event. It was followed a year later with another one. The meeting aim was to get the sites to buy off on their mold forecast.
In1994, Barry Packham began to focus on molds as part of his supply chain role.
He organized a mini-Rooster meeting on molds to sort out how to overcome the big back orders for bifocals.
This lead to the development of CCH - a process for controlling molds globally. Kym Gibbons was appointed to develop the software. The objective was to log where the molds were actually at, what molds were being used in the casting lines, what molds were in the store, what the mold usage factors were and also determine if sites had excess molds – all this at the sku level. The mold forecasts were horribly inaccurate with great peaks and valleys.
The CCH resulted in excess molds being transferred to other sites, eventually via Singapore, to relieve some of the fluctuations in mold demand on the mold making sites. The big problem was the quality issue. What was apparently acceptable in one site was not acceptable on another site. No site wanted to receive second hand molds and pay full price. Over a period of 2 years, there were lots of bunfights about the value of the molds being transferred. As an example, of the 42,000 molds available after the SOT closure, MMS was only able to refurbish 18,000.
Mold Making in the USA and Mexico
In 1993/4 the Americans, lead by Barry Sheridan who at that stage was reporting to Jim Cox, made a big play to start making bifocal and progressive molds in Eldon to supplement the cyls and spheres they were already making. The aim was to ensure the viability of Eldon as demand for glass lenses was declining. Eldon had a 12 month spike when they made the lenses for AO when the AO Mexican plant burnt down in 1993/4. When the Mexican plant came back on line the American plan to back fill Eldon with progressive molds never eventuated. At that time Steve Heilborn ran Eldon after Colonial Heights was closed.
When SOLA acquired AO in 1996, it got a site in Tijuana Mexico making glass lenses and molds.
In 2003/4 Eldon was shut and the remaining product transferred from Eldon to Mexico. Steve Heilborn then managed Mexico and MMS and relocated to California.
In June 2004 Singapore was shut and product sent to Mexico.
In late 2004 IOSSA, France closed and the remaining glass lenses transferred to Mexico.
Thus all mold making was consolidated in Mexico. This had cost advantages but was a case of “putting all eggs in one basket” from a disaster minimization point of view.
In 1991 the standard cost of progressive molds made in Australia was US$50 and in 2004 US$22 – 24 in Mexico. The 2 key improvements were labor rate and yield which improved from 30% to 85%.
In May 2004 there were problems in Oracle so Steve Heilborn went to Oracle and Mike McKeough was asked to spend 6 months in Mexico while Steve was in Oracle. Eventually Steve stayed in Oracle and Mike in Mexico. During this time there were significant improvements in the quality of the lenses and molds. Lean manufacturing techniques were also introduced.
Mike McKeough spent 4 years managing Mexico which is now under the control of Rodolfo Rubio.
Mold making technologies used by SOLA
- Glass grinding, fining and polishing as used to make glass spectacle and optical lenses – little changed in several 100 years
- Fusing for bifocals and trifocals
- Slumping mainly for progressives. A 3 axis mill was used to manufacture the slumping blocks
- Metal molds by electroform for polycarbonate. This technology was acquired from OEF– always some issue with quality of electroform molds in Mexico.
- Single diamond turning point 5 axis process – where it was possible to directly make progressive steel molds for polycarbonate
The direct grinding of glass aspherics and progressives was never used successfully by SOLA.
SOLA’s Instrument and Precision Optics Department Rod Watkins
From the time SOLA was founded until the mid-1970s, the manufacture of precision optical components and instruments was central to the business of the company.
Don Schultz had worked on a number of optical instruments at the Weapons Research Establishment in Adelaide during the Second World War. After the war, several of these were transferred to the Instrument Construction Department at Laubman and Pank. The Laubman and Pank ICD was also active in repairing cameras and binoculars, and had some defence contracts including making wide-angle cameras (200 degree field of view) that were fitted to the Blue Streak missiles launched from the Woomera Rocket Range in the north of South Australia. This work was moved to SOLA and formed a large part of the initial work load.
The Instrument Department
During the 1960s, SOLA’s Instrument Department, with Al Lock, Harry Gackel and Peter Pickering, continued to refurbish binoculars for the Australian Army. They made a profile projector and a measuring microscope (for use in precision engineering tool rooms) that had been originally designed at the Weapons Research Establishment, and they continued to make missile tracking cameras and other devices. However, at this time, many new products were developed and new opportunities were explored.
Roger Goodale took on the task of developing a helium-neon laser, believed to be the first laser manufactured outside the United States. It was low power (less than 0.2mW) and constructed in a clear Perspex box so the working principle could be easily seen. This laser was hard to maintain due to issues related to gas leakage and dust, but it remained in production for about six years until other companies began making more robust lasers with higher power.
Around 1965, the CSIRO (the Commonwealth Scientific and Industrial Research Organisation) approached SOLA to make an instrument designed by Dr Jack Ramsey for analysis of solar spectra, particularly in Antarctica. It allowed any light entering it to be separated into very narrow bandwidths (1.5 nanometres) at wavelengths that could be selected across the spectrum. This remarkable instrument (a servo-controlled Fabry-Perot interferometer) was one of the greatest technical challenges in SOLA’s entire history. It consisted of two plates made of high quality silica, each 100mm in diameter, and flat across the central 90mm to one hundredth of a wavelength of light (that is, to five nanometres or five millionths of a millimetre). The plates were surfaced by John Cole, using a measurement technique developed by the CSIRO. One plate was fixed in the instrument and the other was mounted on piezoelectric transducers with a feedback system that controlled the separation of the plates and kept them parallel to within five nanometres. The plates were coated with a multilayer dielectric coating designed by Dr Roger Netterfield, using special equipment built for the purpose. Al Lock, who had worked as an instrument maker in the Air Force, was complimented many times on the outstanding quality of his work in making the metal parts. One of the first units was built for Dr Fred Jacka, Director of the Mawson Institute for Antarctic Research at the University of Adelaide, who provided much of the early design advice. The last unit was completed in 1976 for the Royal Swedish Observatory. The price of the interferometer was Australian $15,000, which equates to $150,000 dollars today. In total only six units were built as other methods of spectral analysis that were cheaper and more accurate became available.
The best known of the SOLA instruments of the time is the Schultz-Crock Binocular Indirect Ophthalmoscope. In 1965, Professor Gerard Crock, Professor of Ophthalmology at the University of Melbourne, approached SOLA with a prototype of the world’s first spectacle-mounted indirect ophthalmoscope. This had been designed by biomedical engineers Jean-Marie Parel and Lubomir Perecic at the University of Melbourne. Don Schultz, Al Lock, Peter Pickering and Roger Goodale then developed a production instrument. In the first model, both body and lamp house were made from cast aluminium and the lamp was a 12V car tail light globe. This model remained in production until 1974, when the body was injection moulded from glass-filled nylon, the lamp was changed to a 6V quartz-halogen type, and the battery pack and power supply were upgraded. At this time SOLA was making 25 units per month, all of the optics being made by P.O.D. and the assembly being carried out by the Instrument Department. Sales were particularly strong in the UK, Sweden, France and Italy as Noel Roscrow had established relationships with distributors in those countries. The Schultz-Crock ophthalmoscope underwent several design upgrades to the battery pack, electronics and packaging, and in 1983 SOLA USA made a major effort to increase sales in the United States. The instrument remained in production at SOLA until 2002, when it was sold to Scan Optics Pty. Ltd.
In 1972, Professor Crock approached SOLA again with a view to commercialising the COMIDO (Combined Operating Microscope and Indirect Ophthalmoscope), a spectacle-mounted ophthalmoscope with magnifying loupes included for use in retinal surgery. The Instrument Department spent a great deal of time redesigning the prototype, but the production instrument was too heavy to be comfortable and only a small number of units were sold. This caused considerable friction between the University of Melbourne and SOLA, as the university felt the instrument had great commercial potential.
Two other ophthalmic instruments were developed around the same time. In the mid-1960s, Don Schultz and the Instrument Department developed a visual field perimeter, and in 1973 SOLA was approached by an Adelaide group optometry practice, Potter and Park, to make a Central Field Tangent Screen. This was a flat screen, about 800x600mm in size, with a large number of small lights whose pattern could be controlled by rotary switches. A considerable effort was made to market the Park Central Field Screen, but only about 30 units were made before it was discontinued. Len Eastham joined the Instrument Department at this time, and eventually took over after Al Lock and Peter Pickering retired.
As well as this external work, since the Instrument Department fell under Engineering in SOLA, it also developed equipment for production and particularly for lens and mold inspection including surface quality inspection, mold sphericity and non-contact mold power measurement.



The Precision Optics Department
In the mid-1960s, SOLA acquired the Melbourne precision optics company Premier Optical Pty. Ltd. from Mr N. Stallard. The optical equipment – generators, poker arms, polishers and edgers – was moved to Adelaide and this greatly increased the capability of the Precision Optics Department, which at the time was headed by John Cole. The problem was that SOLA also acquired the outstanding defence contracts of Premier Optical, some of which needed technology that was well beyond SOLA’s capability at the time. One contract, to supply very high quality graticules for an Australian Army mortar-aiming system, became a major challenge that eventually took Cossi Vozzo and Dean Medlen several years and many headaches to complete.
POD was involved in making lenses, mirrors and filters for the Schultz-Crock ophthalmoscope, lenses for the wide-angle missile tracking cameras, plates for the Fabry-Perot interferometer, optical components for internal inspection equipment, and custom components for various university research projects. John Cole retired in 1973 and was replaced briefly by Heinz Jung as Supervisor, before Dean Medlen took on the role. SOLA had acquired three Edwards vacuum coating plants from Laubman and Pank and from Premier Optical, and for some time POD was in full production coating CR-39 rear vision mirrors for cars under a contract with Rainsfords.
The most significant events for POD, however, concerned defence contracts. The Australian Department of Defence was concerned that Australia should maintain a nucleus of precision optics capability to draw on in times of crisis. Defence optical manufacture was being carried out by SOLA, and mechanical, electronic and assembly work by Fairey Australasia (now BaE Systems). The Department of Defence wanted to work with a single entity and so, in 1974, SOLA and Fairey jointly formed the company Australian Precision Optics Pty. Ltd. with Pat Rothery of Fairey as Chairman, Rod Watkins and Ron Ewer as Directors and Alan Graham of SOLA as Company Secretary. The Australian Government then supplied SOLA with state-of-the-art optical surfacing, edging, measurement and vacuum coating equipment to a value of $400,000 (today, about $4 million). Along with this came SOLA’s first computer, a Wang with 4K of memory, cassette tape storage, an alphabetic keyboard and a vacuum tube power supply. This computer was later used for a while in Production Control.
Major defence optical equipment contracts followed, including production of the driver’s periscope for the Australian Army’s Leopard tank and of the Rapier ground-to-air missile guidance system. Army and Air Force quality inspectors were permanently stationed in POD (in particular, Stan Puddifoot from the RAAF became well-known around SOLA for several years) and these contracts were completed on time and within budget. There were, however, many problems for SOLA. Contract negotiations took up to two years, the contracts were labour intensive but skilled precision optics workers were few in Australia, and POD needed to remain a profitable cost centre within SOLA in between contracts when the work load was low. The Government supported the transfer of an experienced optical worker, Lew Cottington, from Pilkington PE in the UK to help with the skills shortage. In an attempt to overcome the fluctuations in work load, POD tried to find a market for optical components with a regular commercial demand. It made a range of optical flats and curves to be used as toolroom standards, and explored some partnership possibilities with a US precision optics manufacturer.
In the late 1970s and early 1980s, POD played an important role in making the molds for the XPR disposable contact lens project. Brian Adams took responsibility for this and for the later POD work.
On reflection, it is hard to say whether the Instrument Department and the Precision Optics Department offered commercial opportunities that SOLA failed to capitalise, or whether the decline in importance to the company as a whole was inevitable. It is clear from today’s perspective that there was no future in an Australian company making only precision optics components. Because this industry is labour intensive, very few such companies now exist outside Asia. Development of a defence optics company would have needed a very large amount of capital, with an uncertain return, at a time when SOLA had none to spare. Perhaps there was an opportunity to develop an ophthalmic instrument company but this would also have needed considerable resources, particularly for product innovation, R&D and marketing. It does seem, given the long history of instrument development in Laubman and Pank and SOLA, the extraordinary skills of the Instrument Department and POD people, the large number of products and market opportunities explored, and the dynamism and resources of SOLA as a whole at the time, that it is a great pity no lasting legacy remains.